
分享
在周期时间隐藏




许多模具工bet188娱乐城程师和模具工程师在追求完美的工具,在保形冷却时,事实上,完美的模具是他们正在挣扎,或一个模拟数据决定将是一场斗争。还有慢的处理器模周期由于模具的一个热点或决定过程在质量缺陷增加冷却时间,使得预期利润或耗bet188娱乐城尽了机器的能力。bet188娱乐城模具工程师和处理器必须一起努力来识别他们不断挣扎的模具和添加剂应用工具,将消除持续的周期时间和缺陷问题。
关于周期时间
周期时间喜欢躲在地区模具,我们不能有效地冷却,导致一个热点,需要更多的时间来冷bet188娱乐城却部分喷射温度。冷却速率的差异导致缺陷扭曲,可以创建适合,形式和功能问题,以及剖面尺寸。



有工具,商店可以使用它来确定的周期时间和缺陷时,引起变形,给商店的时间有效地创建一个对策来冷却区域。
1。bet188娱乐城模具仿真。使用模拟软件,一个设计师可以仔细检查冷却通道和看到剩余的热点将开发。经常,设计师模拟模具设计和假设他们能达到合适的冷却所需的地区。bet188娱乐城然而,一旦模具设计开始时,特性,比如bet188娱乐城分割线条,弹射,发泄和优先于冷却模具操作。添加剂工具使商店将临界冷却和任何必要的模具功能的地区传统冷却线不能研磨或钻。bet188娱乐城
2。热成像。商店可以使用这个工具来观察实际成型表面的温度和温度弹射一部分。bet188娱乐城这个强大的工具显示热点地区现有的工具。它还平衡冷却温度,决定了需要额外的冷却获得一致的模具温度和冷却速度,消除了周期时间和成型缺陷。bet188娱乐城
如果你的店铺没有获得良好的热成像相机,租一个一天在当地租赁存储工具。你模具模拟bet188娱乐城和热图像识别领域周期时间喜欢隐藏和帮助您实现成本效益的解决方案,消除缺陷和运行您的模具在循环引用。
平衡冷却的热负荷
举升机有助于消除模具的削弱。bet188娱乐城他们是最困难的部分之一模具冷却,因为他们通常安装在杆,为冷却线和表面积最小的空间形成塑料相比bet188娱乐城是相当高的升降机的钢的质量。
冷却举升机常见的解决方案是使用高导热材料,但是这种材料类型装环境中不能容纳的生产成型或填充树脂,增加维护成本在模具的寿命。bet188娱乐城
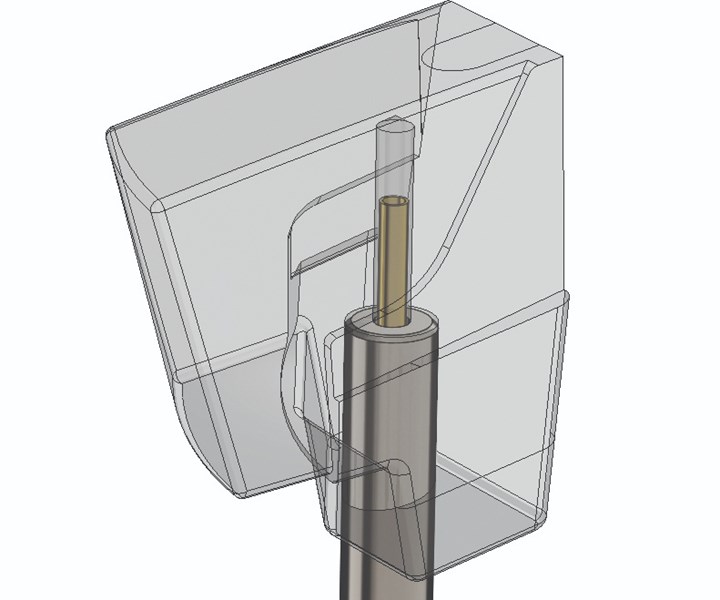
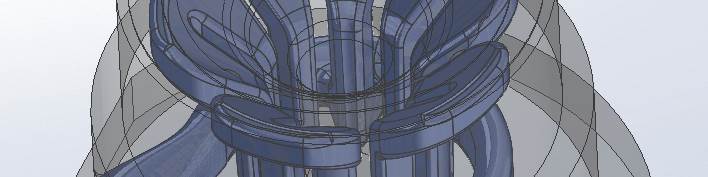
图1。升降机与级联冷却线前保形冷却优化。
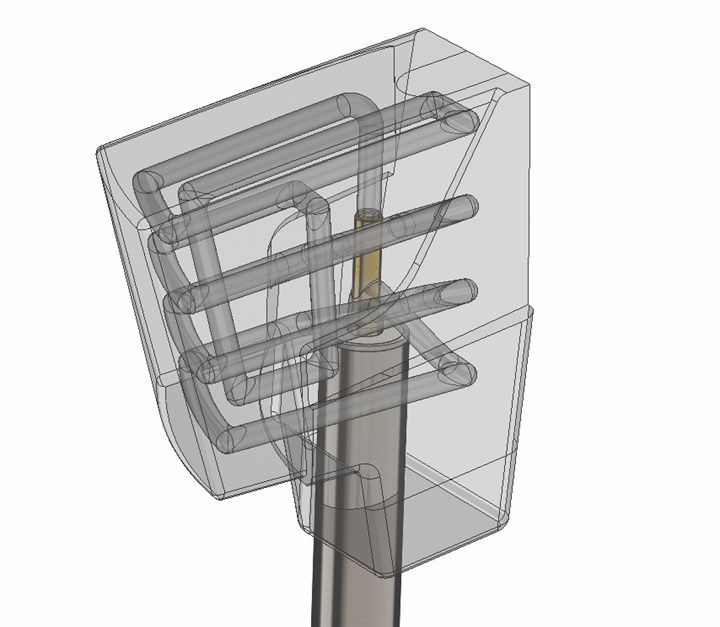
图2。保形优化平衡冷却降温后升降机潜热积聚。
上面的图片(图1和图2)显示的一个例子difficult-to-cool升降机有5个成型的表面。bet188娱乐城注意,达到喷射温度要求较长周期由于公差和翘曲需求的关键部分。一个解决方案是使用一个级联内料冷却到保形冷却电路提供进口,产生一个一致的钢模具表面温度。bet188娱乐城入口下面的电路退出升降机使用级联的外径无聊到升降杆。升降机是420不锈钢和硬化- 52 HRC提供耐腐蚀、高耐磨性和高效的冷却。
直接交配冷却线的核心块冷却线在插入时要保持适当的流量使用o形环密封顶部和底部。这种方法是有效的,因为冷却回路覆盖整个表面,一部分减少周期时间和提高质量通过消除一部分变形。
冷却失去了
在模具构成一组不同的幻灯片行动冷却bet188娱乐城的挑战。在幻灯片提供更多的访问提供冷却模具的外,还有更多的障碍,如子插入、核心别针,螺丝和o型环水传统路线的选择有限。bet188娱乐城这个场景让幻灯片行动过饱和,无效,抢劫的模具部分珍贵秒的周期时间等待冷却而不变形。bet188娱乐城
部分设计驱动许多模具元素,所以在固定领域设计,如bet188娱乐城分型线、核心和子插入。一旦这些细节是固定的,然后评估需要冷却和添加电路,实现最效率。它不采取大规模的电路实现薄钢铁领域的有效冷却。在大多数情况下,您可以模拟冷却固定组件之间的适合小至0.25英寸宽的地区通过改变冷却回路的配置文件不限制流量。这种方法使所需的组件来保持和增加有效冷却,减少周期时间引用预期,在某些情况下,低得多。
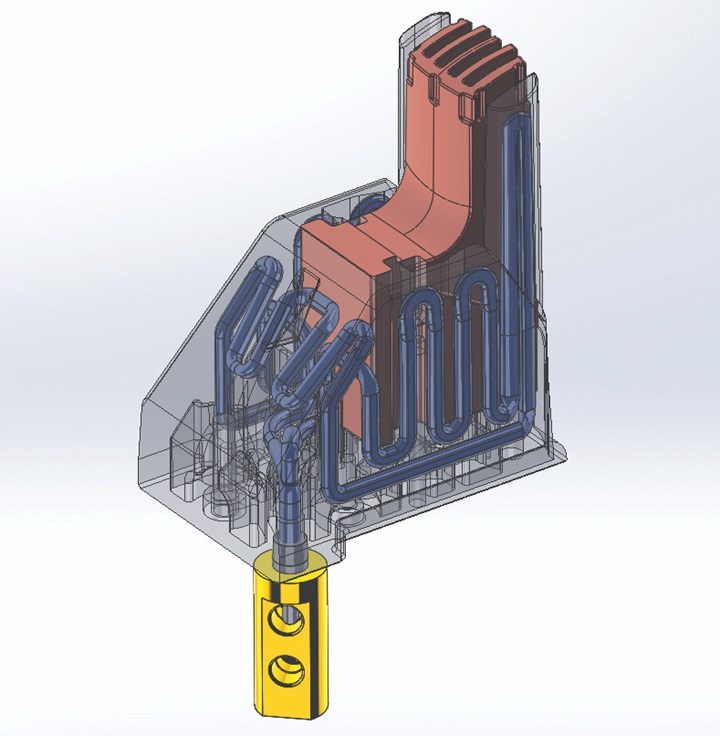
图3。幻灯片和保形优化冷却。
上面这张幻灯片(图3)为主体,使用钢和高导热插入中间用一个简单的u型冷却回路进入图书馆,穿过,另一边。发泄的幻灯片还包括排气针接头插入深的肋骨。冷却的下滑是无效的,因为大量的表面积。当模具完全浸泡,潜bet188娱乐城热累积造成粘和延长使很大一部分所需的周期时间。
解决方案是使用主幻灯片为载体并使用水域进进出出导热插入。我们创建了一个单独的保形冷却插入幻灯片的脸,以及长外站核心添加冷却整个成型表面。bet188娱乐城这实现了冷却速度和周期时间减少了40%,导致回报仅三个月。我们直接金属激光烧结(摘要)420不锈钢- 52 HRC填充树脂的耐蚀性和高磨损。
每个模具建造者的目标是使模具生产零件bet188娱乐城最有效的手段,尽管每个模具的独特几何和建筑。最有效的方法是减少喷射的冷却时间,成型周期的最大的部分。bet188娱乐城
高穿钢铁解决方案
模具bet188娱乐城的核心通常是与更多的塑料结构特点,如肋骨和老板为了增加强度和降低塑料材料质量。这些核心功能有更多的表面积,这需要更多的冷却和最小的草案。额外的挑战包括功能需要额外的排气没有气体陷阱或更多的弹射有效demold塑料零件。bet188娱乐城
例如,考虑材料储户(站钢加工肋骨)需求冷却站钢铁和喷射器别针底部的肋骨,防止使用挡板或喷水。另一个例子是一个圆形的核心周围,许多商店减少通道和o型环添加到路由顶部和底部的水。部分轮廓可以超越分型线,这可以是一个无效的方法核心方面,因为它没有地方堆芯的冷却。插入的周长是冷却而不是站在钢铁领域。
另一种方法是直接交配冷却线的核心块冷却线的插入、保持适当的流动而使用o形环密封顶部和底部。这种方法是有效的,因为冷却回路覆盖整个表面,一部分减少周期时间和提高质量通过消除一部分变形。这些修改周期时间减少了40%。
每个模具建造者的目标是使模具生产零件bet188娱乐城最有效的手段,尽管每个模具的独特几何和建筑。最有效的方法是减少喷射的冷却时间,成型周期的最大的部分。bet188娱乐城使用这些例子来评估你的店铺面临的挑战,然后开始确定临界周期时间隐藏的地区,所以你可以实现一个解决方案交付模具,有效地降温,导致满意的顾客和可持续的业务。bet188娱乐城
相关内容
变形为热塑性塑料模具bet188娱乐城:成功的因素
因素时要考虑选择一个纹理或谷物热塑性塑料模具或模具。bet188娱乐城
ISO 9000 - Pt.15搬运/储存/包装/保护/交付
一系列的国际质量管理和质量保证标准。这一条款的目的是提供一种方法(即防止损坏或恶化。保护和隔离的产品)。
选择一个为铝应用硬质合金端铣刀
特定的硬质合金端铣刀的几何形状和特点要求有效的铝加工。





