
分享

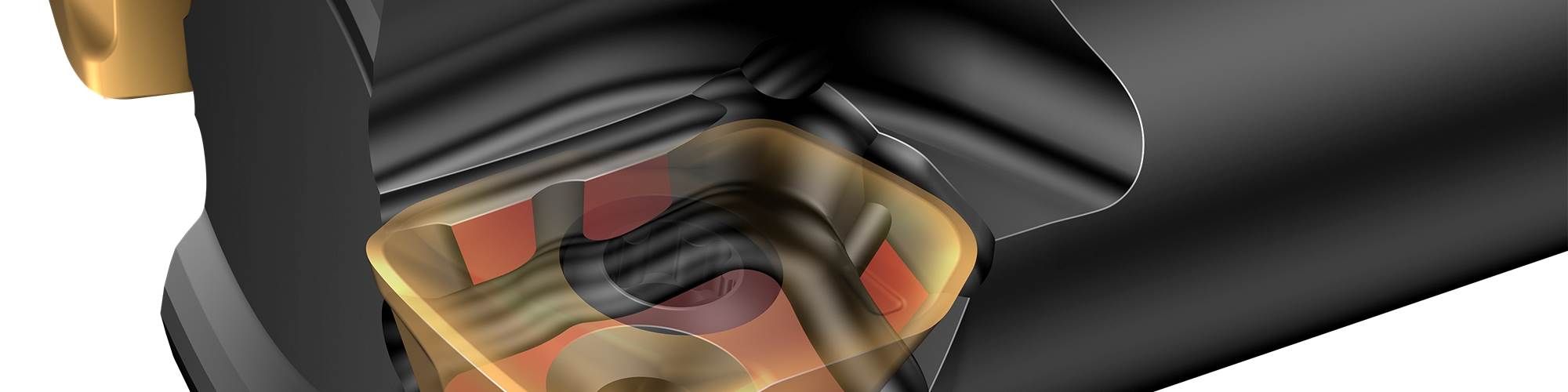
two-edge概念,加工一个角落或墙不会影响下一个边缘或角落,给予同等的性能每边。图片来源,所有图片:山特维克可乐满
普华永道的“工业生产”报告州,“唯一不变的在当今工业生产环境破坏。“大流行造成的供应链中断和生产力推动多元化制造商为了生存新市场。这就产生了增加无错的精密机械加工的必要性。
“为了保持竞争力,”普华永道的报告,“组织必须能够集成新的商业模式和技术加速和适应。“模具工程师bet188娱乐城,适应包括多元化产品,准备在新市场满足客户的需求。



bet188娱乐城模具工程师也在压力下通过误差分析诊断和消除产品缺陷。这是一个越来越大的挑战,因为进入新的行业多样化意味着处理工件由更广泛的材料如铝和耐热超级合金(HRSAs)。同时,这些材料的硬度值非常不同的一个极端到另一个。作为一个结果,过程和加工条件也会相差很大,从硬件部分。它们包括从粗加工到精加工失圆的或近净铸造或锻造零件形状。
某些类型的加工也提出了独特的挑战。例如,当一个刀具长悬臂用于轧机深,狭窄的口袋,整个设置变得不稳定。这可能导致不可预知的加工振动的风险更高,我们会探索,会导致刀具故障和停机时间。
bet188娱乐城模具工程师需要刀具的解决方案,提供安全的、可预测的加工与金属切削率增加和减少周期时间。幸运的是,一个解决方案确实存在。但是,正如普华永道的“工业制造”报告所说,“破坏带来了创新的机会。”

单面,双刃的正面插入有很强的弧形边缘筋圆角半径,保证安全可靠的加工与肩膀和角落中饱私囊。
坏的振动
为什么这些创新有必要吗?首先,一名机械师必须克服加工振动,负面影响性能的各种方法,包括位移的刀具和工件的缺陷。他们甚至可以导致刀具破损和计划外停机。也振动影响芯片形成和删除,损害的基本事件不可分地参与加工切削工具的有效性。
铣刀表现不佳的另一个因素是,大多数插入有四个边缘。有四个边的原因是,当一个边缘变得迟钝或芯片,很容易旋转或替换的尖端。然而,插入的角落,之间的平坦的边缘,是它的最弱。此外,这些径向边缘设计不同于插入的平坦的边缘。结果,他们通常放置在切削区,因此,经常打破。
这个高饲料铣刀的设计包含了一个新的刀体材料用于圆柱柄体,使水平刚度没有见过这种类型的刀具。
这些问题今天领先的刀具专家牢记在设计新一代的工具,能满足各个部门的严格要求。至关重要的是,减少所需的发明工具,改变和工具所需的处理生产过程降低周期时间和提高制造业经济。
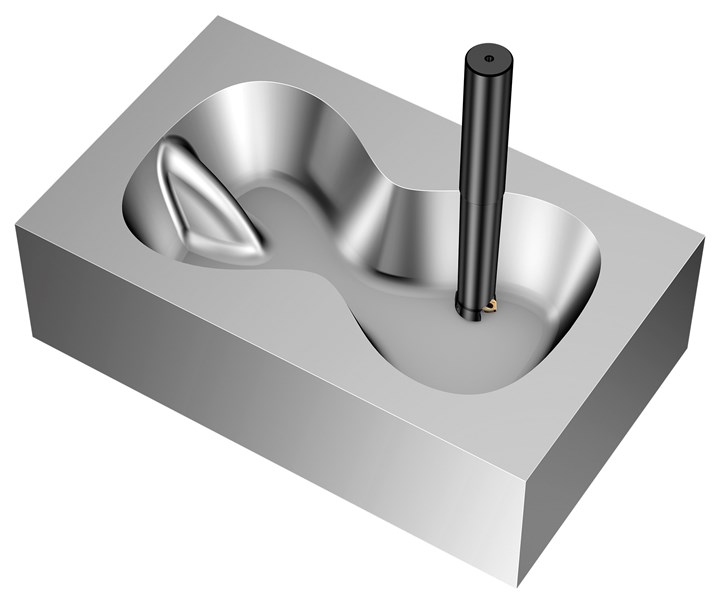
结果是一个新的,高饲料铣刀用于铣削蛀牙,或口袋里,在ISO年代,M和P材料。
创新的机会
这个高饲料铣刀的设计包含了一个新的刀体材料用于圆柱柄体,使水平刚度没有见过这种类型的刀具。此外,在加工材料最大限度地减少磨损,降低芯片摩擦和压印——当高压力高切削力引起塑性变形引起的插入位置。有了这个特性,提示座位仍然是安全的和未变形的,生活提供更好的工具。

打开口袋设计有助于提高芯片的芯片疏散,降低再切。芯片的优化设计是由高饲料生成工具,减少拖尾的芯片,特别是在ISO年代应用程序。
接下来,它有两刃的插入。two-edge概念,加工一个角落或墙不会影响下一个边缘或角落,给予同等的性能每边。优势是更大的可靠性和防止磨损。边缘线插入领先的前沿和圆角半径也进一步优化过程安全。
创新的另一个领域是插入尖端几何。专用插入几何图形不同的ISO领域提供更大的优化过程安全性和效率。在这里,一个倾斜的边缘设计提供一个渐进和light-cutting行动,少要求功耗适合小机器。
客户报告代刀具改进刀具寿命超过- 30%在某些情况下,虽然这总是根据不同材料性能。
精密机械加工
例如,加拿大模和制模车间升级现有切削工具设置从一bet188娱乐城个患有振动,导致不可预测的和不安全的加工过程。为了解决这些问题,商店转向新的高饲料铣刀对现有工具测试它的性能。这两个工具被用来执行粗糙的工件由H13中饱私囊,一个受欢迎的铬热作钢以其高韧性和抗疲劳性,生产模具。bet188娱乐城
每个铣削工具测量25.4毫米(1英寸)和切削速度(运行vc表面)168米/分钟(550英尺/分钟)。此外,新的高饲料铣刀在进给速率略高与两个插入,使切割深度增加了35%。参数:一个提要每齿(fz1毫米)/(0.04英寸/牙)牙,进给速度(vf)5080毫米/分钟(200英寸/分钟)和轴向深度削减(一个p)的0.8毫米(0.031英寸)。
运行在一个竞争的工具fz0.63毫米/牙(0.025英寸/牙),vf4572毫米/分钟(180英寸/毫米)一个p0.5毫米(0.020英寸)。这两个工具都运行,直到他们有侧面磨损的迹象。
这个高饲料铣刀的设计包含了一个新的刀体材料用于圆柱柄体,使水平刚度没有见过这种类型的刀具。
尽管较高的切削参数,新的高饲料铣刀完成一个完整的组件没有索引和优良的表面光洁度。它表现出刀具寿命增加50%运行300分钟,周期时间减少了50%。竞争工具跑了一半的时间在150分钟。它还需要额外的索引,因为刀生活的穷人增加周期时间。此外,竞争对手的插入再次遭受振动导致螺丝在加工出来。
客户提高刀具寿命和更安全,无振动加工过程通过升级到一个新的高饲料铣刀。即使,普华永道所观察到的,中断是唯一不变的在当今工业生产环境,新的工具创新支持改进刀具寿命和过程安全。这极大地好处制造商的竞争力。
相关内容
编辑顾问委员会2023 - 2026:满足新的董事会成员以撒Trevino最佳工具&工程
2023 - 2026年版的模具技术加工EAB特性bet188娱乐城的新船员行业专业人士。这是其中之一。
bet188娱乐城模具Builder收益更高的准确性、重复性、生产力铣床
非常稳定,精度高,温度和振动控制,和低拥有成本导致金刚石工具&工程购买高精度、高速三轴铣削中心。
加工中心设计为复杂零件和艰难的材料
Kitmura介绍了Mycenter-HX250iG和Mycenter-HX500iG # 50。





