

分享
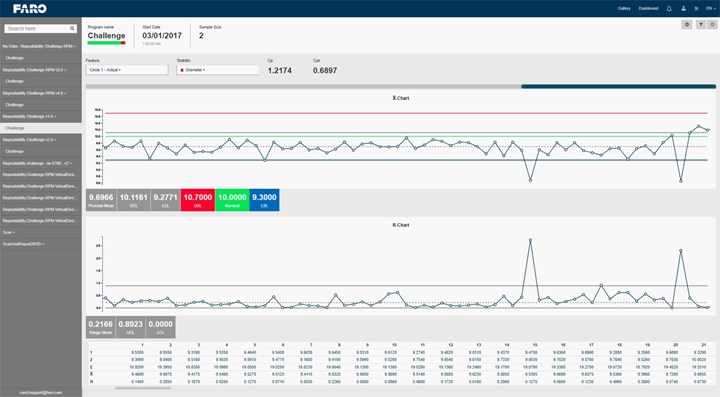
一个样本统计过程控制(SPC) /统计质量控制从CMM (SQC)输出。图片来源:法
如果有一个叫模具制造者或模具基地供应商不愿意接bet188娱乐城受,这是一个客户投诉一个超差模具或模具基地,因为此时做出修正过程中几乎是不可能的。一旦模具buildbet188娱乐城er标识超差的原因条件(简单作为一个超差机轴,例如),他希望它没有影响其他成品的成本取代或re-machining耗时和昂贵的。
让我们面对现实吧,模具加工基地和塑料注塑模具是一种bet188娱乐城艺术形式要求更严格的公差比传统机器商店上有竞争力的价格和快速交货。例如,模具工程师必须持有±bet188娱乐城0.002±0.005或紧缩而通用机器商店。不幸的是,维护这些紧公差始终是一个持续的挑战,往往小模具制造商依赖于加工中心的精度保持公差,使用千分表进行检查测量站他们拖在花岗岩板检查并行性和/或使用手持千分尺检查厚度。bet188娱乐城



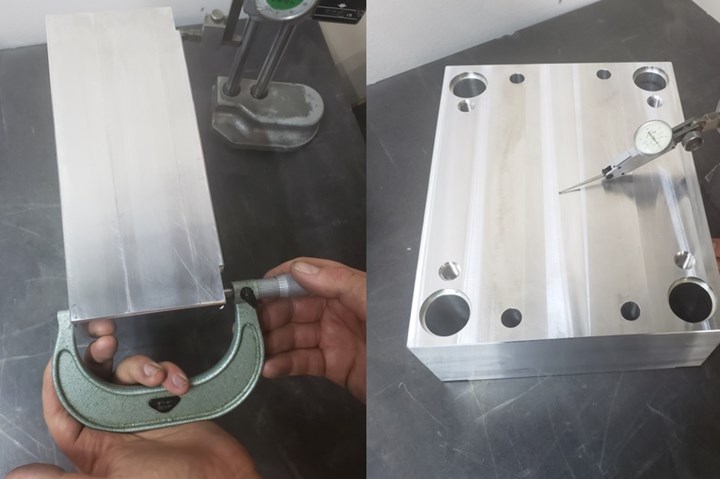
检查部分厚度与手持千分尺(左)和千分表检查并行通过花岗岩块表面(右)。图片来源:美国高质量的模具bet188娱乐城
解决超差问题
一个独立的检验测量系统与统计过程控制(SPC) /统计质量控制(SQC)软件是一个更好的解决方案。这个系统将不会阻止加工中心的宽容,但这是最好的机会抓住机器漂移之前它超出公差,所以你不超差部分客户。
总的来说,SPC / SQC寻求实现过程稳定性,同时提高性能通过减少可变性。它达到这样的目标,监控过程随时间的变化来检测趋势导致失控的情况。
互联网充满了教学视频SPC / SQC并提供excel软件,可以导入和配置的使用。也有商业SPC / SQC软件包可能更合适,更容易使用。是至关重要的软件生成一个控制图,称为一个“R-Chart”,每台机器的特性被认为是必要的,特别是重复操作。
读:比较3 d打印Conformal-Cooled钢铁模具铝模具bet188娱乐城
注意,R-Chart是统计方差随着时间的推移。因此,对于每个R-Chart,商店需要指定上下控制限制。这必须考虑任何自然或正常的随机变化所需的或正常的平均值/计量。应该控制限制之前设置所以他们达到超出公差。
一个警告关于SPC / SQC系统:确保你测量的是具有统计学意义,这些系统可以收集各种无关的数据看起来并不显著。设计你的SPC / SQC系统只收集相关数据,保持你的商店工作在最高效率的范围内保证质量的这些部分被“运出去。”
相关内容
7热流道系统的关键优势
在热流道和冷流道系统有其好处,设计的灵活性以及减少周期时间和成本,热流道系统可能是更好的选择。
一种不同的方法塑造发泄bet188娱乐城
选择排气阀门可以帮助克服标准模具排气限制和提高模具性能。bet188娱乐城
变形为热塑性塑料模具bet188娱乐城:成功的因素
因素时要考虑选择一个纹理或谷物热塑性塑料模具或模具。bet188娱乐城





