
一种不同的方法塑造发泄bet188娱乐城
选择排气阀门可以帮助克服标准模具排气限制和提高模具性能。bet188娱乐城
#基础知识
分享
动态(静态)mold-venting阀帮助解决最常见bet188娱乐城的可怜的空腔排气的影响。
适当的模具生产bet188娱乐城质量部分的发泄是至关重要的。在成型过程中,空气中包bet188娱乐城含的模具需要一种逃避的方法,否则融化将压缩和陷阱,空气腔。熔体压力和高温将点燃的氧(称为“柴油效应”),导致爆炸(焦化),光泽标志着完成了塑料零件和应力裂缝。可怜的发泄,随着柴油效果,还可以使模具的模具分型线,导致flash(多余的塑料)注入的部分。bet188娱乐城
减少对空气注入速度将允许更多的时间来逃避腔通过通风口,但这导致其他问题,如短镜头(不完整的部分)。这是因为,注射速度放缓,塑料的温度降低。塑料的温度越低,熔体粘度越高,导致塑料开始变硬之前模具完全充分,因此产生不完整的部分。bet188娱乐城



当半晶状的聚合物被射出成型,有必要应用充填压力(增加注射压力)材料填充完成后。bet188娱乐城这有助于聚合物链重新排列而冻结,形成部分命令区域,保证成品的机械性能。一旦材料达到玻璃化转变温度,分子链的运动是冻结。
包装是可能的,只要核心流路径融化的材料包装注入点的压力转移到整个注射部分。灌装时间越长,冷却器的材料,从而导致可怜的包装。这个可怜的包装引起的弯曲部分和不符合腔设计和纹理。编织线和其他部分的美学特征是严格相关塑料在成型的温度,所以有效的填充时间实现适当的焊接线和质量是至关重要的部分。bet188娱乐城
空腔填充不当也可以陷阱两个塑性流动方面之间的空气。软件分析可以预测的关键地点空气陷阱可能发生可以帮助确保模具排气的合理安排。bet188娱乐城
模具排气标准包括bet188娱乐城加工模具的机械元素之间的通路,空气可以通过逃跑bet188娱乐城。典型的排气位置可能包括,例如,之间的分型线,针喷射器别针或滑动滑块和凸轮等元素。当分型线和滑动元素不允许足够的通风,模具型腔可以分为插入增加的数量可能通风区域。bet188娱乐城
材料粘度的限制推荐的大小应该用于模具的通风口。bet188娱乐城粘度越低,越小推荐发泄。事实上,行业标准通风大小取决于材料注入模具。bet188娱乐城粘度也融化温度的函数,和材料的粘度流入一个小发泄根据注入压力变化。
过程中产生气体也成型影响发泄。bet188娱乐城1188betasia 如聚酰胺(PA)、聚苯硫醚(PPS), polyetherether酮(PEEK)、聚碳酸酯(PC)和玻璃纤维,聚对苯二甲酸乙二醇酯(PET),聚甲醛(POM)在成型和材料具有阻燃特性产生气体。bet188娱乐城天然气生产能产生油性存款污染排气槽,渠道和腔表面,导致部分缺陷。发泄融化产生的气体能减少模具清洗频率和模腔污染。bet188娱乐城
非标准排放解决方案
虽然有设计和加工等的一些指导方针优化通风能力没有消除过度的分型线轴承表面,提供有限的排气通风系统容量和性能标准。然而,有一些非标准通风解决方案,可以添加到腔排气改善模具性能:bet188娱乐城
多孔烧结材料可以插入腔作为发泄。这可以降低注射压力,因此废和排斥率。记住,厚的多孔材料,通风能力越小,所以必须加工合适的发泄渠道收集气体。经常清洁通风口也是必要的,天然气可以建立,部分或完全阻止空气和气体的去除腔。
真空技术可以删除前的空气腔注射过程。虽然这地址问题上游,它还导致应用程序限制和性能。例如,画的空气腔并生成一个真空(腔内没有空气),腔必须完全密封。这是昂贵的,有时不可能在模具滑动元素。bet188娱乐城尽管真空技术可以解决空气问题,它不是有效的在处理过程中产生气体腔填充。在灌装前进气阀关闭,所以气体腔的找不到出路。
一个溢流系统(一个区域连接到腔通过一个通道)可以由加工出口门连接空腔的最后灌装点的冷流道两端与发泄发泄区域测量约0.1毫米。在排气槽然后加工收集气体和让他们退出模具。bet188娱乐城在灌装过程中,空气可以通过门,冷流道,排气口和通气槽。塑料冻结后的发泄和删除每一次击球。
流变学(填充分析)或反复试验可用于确定适当的发泄大小在这种类型的系统。设计师可以发泄高度为0.1毫米,10毫米的长度,并根据需要调整。溢流系统的主要优点是能够克服排气限制。Flash在溢出区域应该不是问题,只要将削减腔后每一次击球。
限制一个溢流系统包括额外的材料被浪费每一枪后,溢出切割操作和额外的空间需求。同时,排气门的位置需要在模具分型线,这并不能解决防气阀问题。bet188娱乐城
选择通风解决方案
动态(而不是静态)排气阀门排气的替代解决方案,可以是外部(通过一个通道连接或寒冷的跑步者,如果模具有一个)或内部模具型腔。bet188娱乐城他们被设计成允许空气和树脂气体通过排气通道,迅速离开腔是几平方millimeters-large足以克服标准排气槽的几何限制。

的外部mold-vebet188娱乐城nting阀由一个身体,一个指南。身体和导游都是为了保证锥形关闭时滑动元件动作。弹簧使幻灯片在一个开放的位置创建一个模具型腔排气体积增加。bet188娱乐城身体还包含广泛的排气通道连接到身体和幻灯片之间的通风区域(参见图1 a, b)。
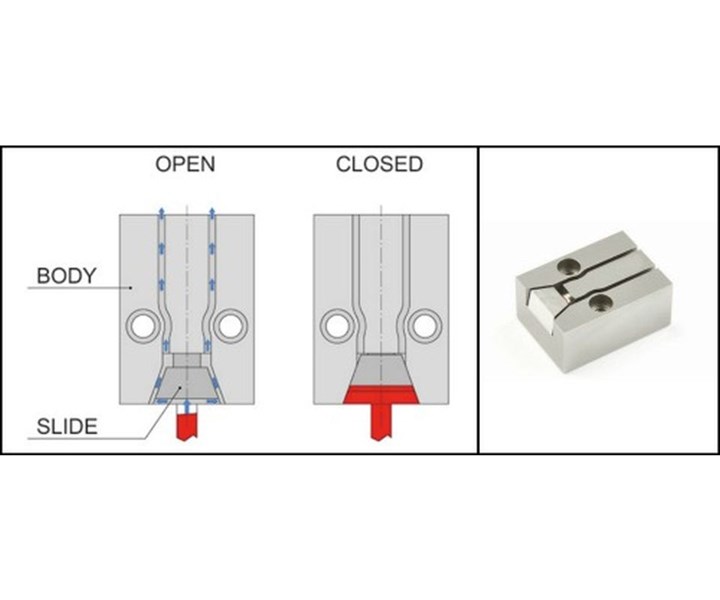
图1 a、1 b -外部的身体mold-venting阀住房指南一个幻灯片,包含广bet188娱乐城泛的排气通道连接到排气面积之间的身体和幻灯片。
通风阀连接到腔或冷流道槽,允许气体流从模具型腔阀门。bet188娱乐城当注射塑料达到发泄,它适用于在幻灯片上的压力,压缩弹簧,使其执行锥形关闭,防止塑料流入阀。阀体上的排气沟槽加工连接到开放的发泄空间的通道。这些通道必须尽可能直阀的排气性能最大化。阀门本身可以位于不同位置的模具来实现各种利益和模具性能。bet188娱乐城
的主要好处外模在跑步方面是能够发泄发泄subrunner气bet188娱乐城体在成型。气体通常是推入空腔的塑料材料,自然和与外部通风方法,气体流动阻力较低的地方。例如,抗冷流道的流动腔内的电阻相比非常低,在喷口的数量是有限的。
发泄在跑步方面也可以减少空气柜台压力,因为浇口的空气和冷流道完全驱逐而不是压缩腔。伯努利定律,流体的速度的增加与减少压力同时发生。根据这一原理,空气流经冷流道的速度(无背压)向阀导致抑郁和吸气腔冷流道。这可以显著改变的好处取决于冷流道和浇口尺寸与注射部分的体积(参见图2)。
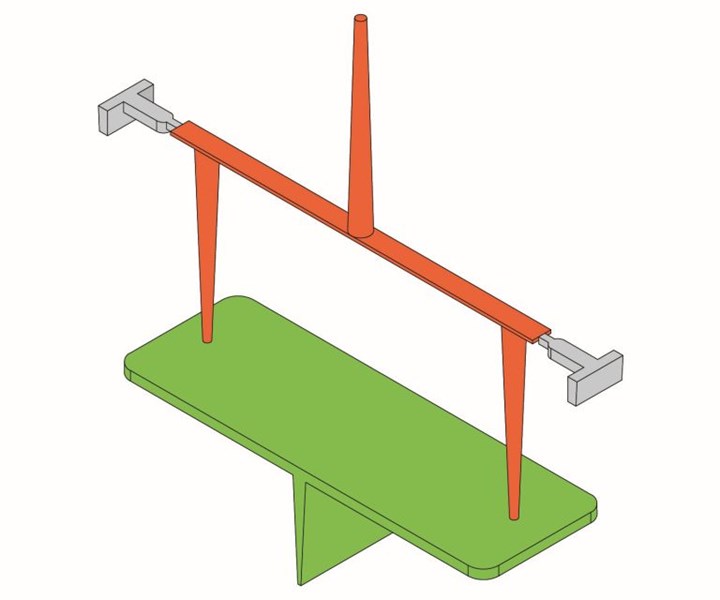
图2 -排气气体的能力在成型外模的主要优势就是发泄在跑步者的一面。bet188娱乐城在这样的一个例子,气体进入喷口而不是进入模具型腔以及塑料材料。bet188娱乐城
除了在跑步方面,外部模具排气的另一个选择是在最后灌装点,即,当熔体流动腔中,空气和气体通过阀流出。bet188娱乐城由于低空气背压腔,这允许注入参数在一个更大的窗口管理,优化注射时间,美学和力学特性。
虽然外部排气产生一个小的塑料部分,必须突出后被移除,隧道门可以自动切割的突出在弹射部分(见图3和图4)。
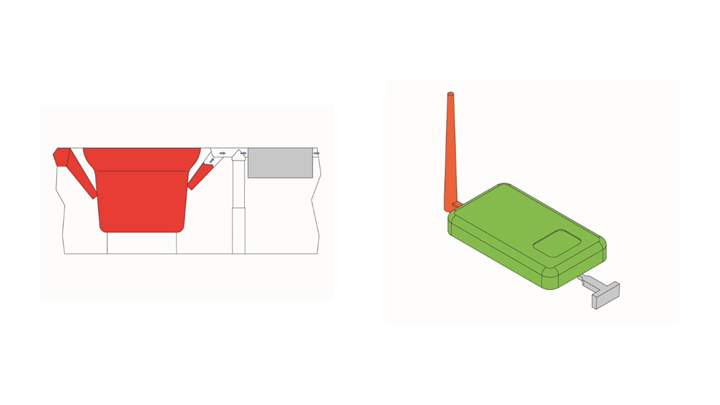
图3(左)与外部动态mold-venting最后灌装点,隧道门可以自动弹射削减任bet188娱乐城何塑料中突出的部分。
图4(右),设计一个适当的外部排气通道在最后灌装点可以允许最大性能。
一个内部mold-vebet188娱乐城nting阀可以放置模具的型腔内,允许气体逃离一个排气洞自动关闭的压力下注入的塑料。bet188娱乐城这种类型的阀门由一个外套筒,滑动轴和一个大头针,关闭通风的洞。(见图5)。
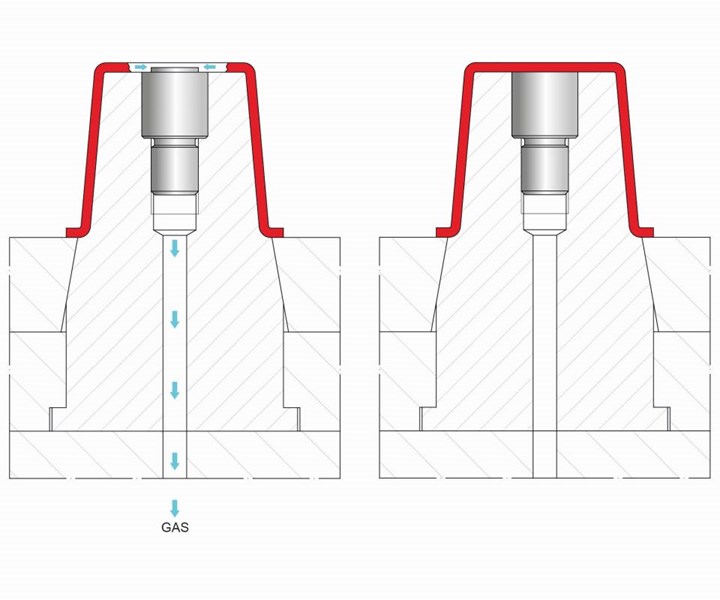
图5 -内部mold-venting阀可以放置bet188娱乐城在模具型腔,它允许气体逃离一个排气洞自动关闭的压力下注入的塑料。
在填充,春天适当的长度,线径,向前推着滑动轴预加载在打开位置。在这空旷的位置,空气和气体可以通过中央孔,宽沿流内部的发泄渠道。当注射塑料满足阀门,它适用于轴表面的压力,压缩弹簧和关闭阀门。在关闭位置,中央销海豹排气孔,确保塑料不填充阀。适当的阀门的工作是保证准确分级的排气洞,安全区和弹簧预加载。这些参数允许阀关闭前熔体填充宽阔的发泄渠道(参见图6)。
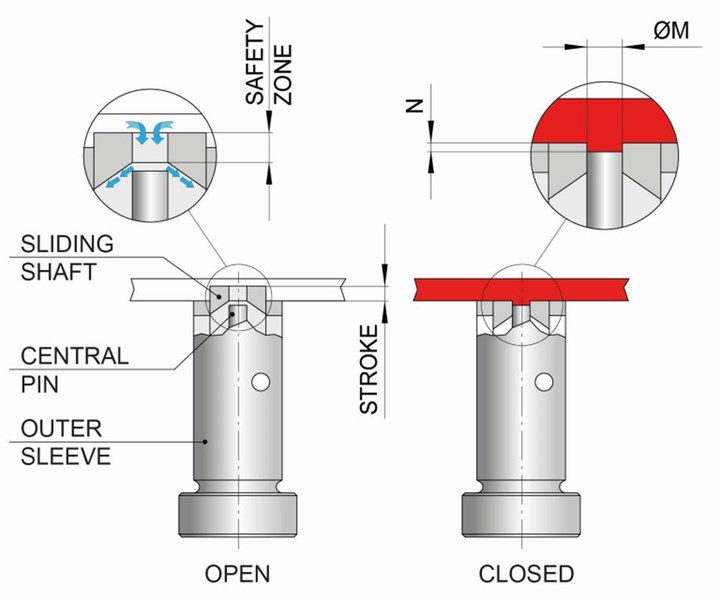
图6 -外套筒、滑动轴和一个中心销动态通风阀系统。
这种类型的阀门的设计要求滑动轴插入腔而阀门在开启位置。这保证打开排气通道。定义的中心轴上下运动行程以适应塑料零件壁厚。中风,越短越长塑料突出部分(参见“N”参考图6)。这个轴行程也会影响腔的填充模式。薄的塑料部分,中风应该越短。部分厚度和审美需求也决定必要的阀门通径。
CB模具服务公司。
阅读:202bet188娱乐城2年模具技术加工的观看内容:产品
这篇文章最初发表8/1/2016
相关内容
堆栈模具热流道:一个伟大的削减成本bet188娱乐城的解决方案
如何选择正确的管汇系统堆栈模具。bet188娱乐城
7热流道系统的关键优势
在热流道和冷流道系统有其好处,设计的灵活性以及减少周期时间和成本,热流道系统可能是更好的选择。
如何设计热流道盘子吗
bet188娱乐城Moldmakers往往需要设计和制造热流道模具板。意识到这些最佳实践可以使这个过程更容易。




