
如何做出明智的热流道的决定
出现在打印:“如何让一个通知热流道的决定”
一个合适的热流道评估需要评估和计算关键流道系统变量。
#基础知识#常见问题解答#汽车
分享
评估成本理由热流道模具需要仔细考虑的周期时间,材料类型,一年一度的体积,可以按尺寸和功耗,以及工具的成bet188娱乐城本,树脂定价,容许再磨研比例和劳动率。需要考虑以下三个关键领域:
1。冷与热过程考虑
周期时间是主要的成本衡量的成型工艺,和冷却代表大约80%的成型周期(bet188娱乐城参见图1)。厚的部分,周期越长。然而,运动员可以确定冷却时间,并增加周期时间超过预期,如果跑步者比部分厚。



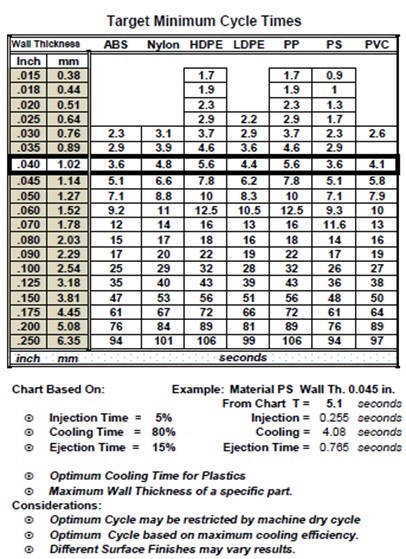
图1
图片由理查德Hagfors。
分钟的树脂使机筒,材料开始冷却和固化。反过来,这导致注入压力上升到可以产生空缺部分,压力和变形。限制了l / t比值(流的长度与厚度部分)来避免这一结果。一般来说,比在100以下的是通用成型,不需要增加注射压力。bet188娱乐城
冷流道模具,l / t比值是衡量从bet188娱乐城一开始的冷浇道,材料离开热源和开始降温,一直持续整个跑的最远的点(填充的最后一点)。例如,1毫米(0.039英寸)厚树脂流动容易100毫米(3.94英寸)。然而,如果使用热流道,l / t比值从门口开始,减少流长度和所需的注射压力填充部分。
比率越高,越需要注射压力填充部分。冷流道是包含在l / t计算腐朽措施时不添加热。bet188娱乐城这是原因之一热跑步者的吸引力,可以使成型好或坏的部分之间的区别。bet188娱乐城
冷跑步者也能影响充填时间、复苏和停留时间的机筒和热流道歧管。每一个周期包括冷流道的处理,以及部分。
大多数铸模bet188娱乐城模具和工艺适应当前机器优化性能而不是使用模具要求桶的大小。注塑机器配备往复式螺bet188娱乐城杆有一个最好的范围,因此,过程工程师必须找到停留时间之间的平衡,温度和压力将持续融化到模具。
热流道系统有一些限制。例如,廖融化通道通常在固定熔体通道直径限制生产压降和维护一致的流。歧管的材料被认为是停留时间的一部分,因此总是参考材料供应商推荐的温度和居住时间。此外,熔体通道大小和复杂性会影响颜色变化。
评估成本理由热流道模具需要仔细考虑的周期时间,材料类型,一年一度的体积,可以按尺寸和功耗,以及工具的成bet188娱乐城本,树脂定价,容许再磨研比例和劳动率。
2。材料的考虑
大多数聚烯烃树脂可以重用没有问题。工程材料可以再磨研内容有限,因为每次处理树脂,它经历另一个热历史,可以降低熔体质量和影响性能,颜色、硬度、抗拉强度等。
记住,并不是每个运动员使制粒机,而不是每一个颗粒使其回到料斗。而消除冷跑步可以减少废,一个完整的热流道系统可能不是cost-justified基于低年度体积。整个热流道系统的成本可能会超过一年的回报。它可能是明智的考虑热/冷组合或至少一个热浇道衬套。浇口通常较厚的部分选手,和消除和/或部分运动员可以影响周期,树脂消费、废钢等。
在某些应用程序中,可能消除废热流道系统不可用跑步者,但基于所需的大小体积(零件和跑步者的总量)相对于桶体积,它可能会减少消费导致成型机的桶太大。bet188娱乐城停留时间对工程材料会增加,这可能会导致其他问题。例如,太小了可以挑战即使烯烃过程。
3所示。能源方面的考虑
热流道系统上运行电力制粒机。注射成型机需要大约1千瓦(bet188娱乐城千瓦)处理1公斤(454磅)的树脂。减少部分镜头的大小只能在功耗产生重大影响。理所当然,只有加热、融化和处理部分花费更少的能量比部分和跑步。
当决定之间的冷或热浇道系统,考虑所有这些变量相结合可以提高生产力,节省能源,提高材料利用率,减少占地面积和噪音要求车间。
RHH顾问和Consulting-Injection成型bet188娱乐城
646-352-3021
rick.hagfors@gmail.com
里克Hagfors是一个顾问和顾问注塑行业拥有超过40年的经验在成型机,注塑模具,热流道系统和过程控制。bet188娱乐城
相关内容
选择一个为铝应用硬质合金端铣刀
特定的硬质合金端铣刀的几何形状和特点要求有效的铝加工。
bet188娱乐城模具Side-Actions:如何,为什么当他们工作
核心,幻灯片上理解注入的影响和相关组件选择最佳的side-action方法是至关重要的对于一个给定的应用程序。这第一次的两篇文章将讨论所有side-actions基本物理基础。
变形为热塑性塑料模具bet188娱乐城:成功的因素
因素时要考虑选择一个纹理或谷物热塑性塑料模具或模具。bet188娱乐城







