
分享
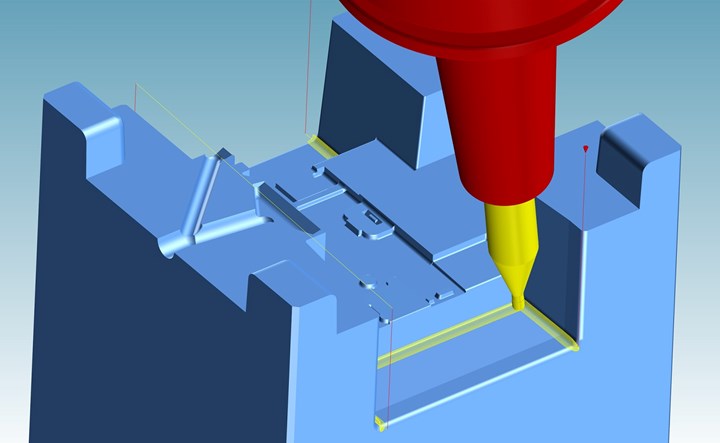
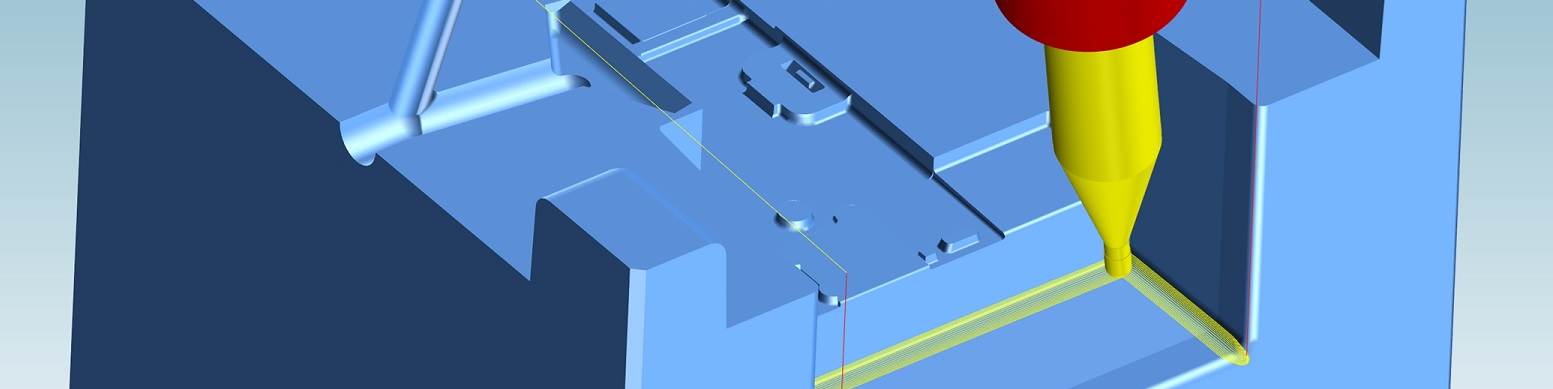
超MILL的五轴休息加工自动创建3+2方向的完整加工紧密,深角与最小的刀具突出。图片来源:开放思想科技公司
当一个定制模具制造商将一台新bet188娱乐城的五轴铣床投入生产时,人们对这项技术可以带来的东西感到兴奋。提高效率和精度,减少设置和更好地获取零件特征是五轴铣削的一些众所周知的好处。但是,当您有良好的CAM软件支持时,它会有所帮助。
成立于23年前,P和C工具拥有15名员工,在其10,000平方英尺的宾夕法尼亚州米德维尔工厂,设计和制造塑料注射模具和压铸模具。bet188娱乐城P和C还提供一般合同加工,包括紧急维修,备用芯和腔,夹具,夹具,二次操作和复杂的航空航天部件。其加工能力包括三轴和五轴数控铣削,线材和凹坑电火花加工,数控车削,表面和外圆磨削,以及激光焊接。



“P和C工具的建立基于这样一个信念:有一种更好的方法来构建模具,以极短的交货时间提供高质量的工具。bet188娱乐城我们将高科技CNC工艺与熟练的模具制造相结合,最大限度地减少错误和最大限度地提高机器时间,”P和bet188娱乐城C工具的工程总监Ed Leech说。考虑到这一点,该公司继续在技术上进行投资。
“我们制作了许多单腔模具。bet188娱乐城因此,大多数组件都是独一无二的,是定制设计的,这对盈利能力构成了挑战。我们只有一次机会来纠正他们,而且总是很匆忙,”里奇说。为了盈利,P和C团队需要保持主轴运行,以尽量减少空闲时间并满足紧张的交付计划。

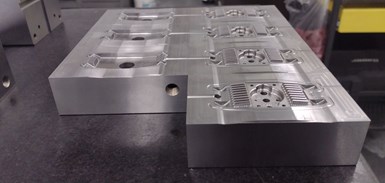
对于这种采用分型线注塑的单腔压铸工具,所有的关闭阀、浇口、流道和联锁都是在一次加工中完成的,公差为0.0001英寸。完成编程时间超磨完还不到一个小时。图片来源:P和C工具
在2019年,P和C采购了一个罗德五轴铣床。由于P和C专门从事定制设计的模具,大多数零件都经过独特的设计,密封表面的公差可精确到0.0bet188娱乐城001英寸。在早期,由于P和C Tool已经使用了20多年的CAM软件包缺乏吞吐量,团队遇到了跟上roeder能力的问题。
“在零件编程时,我们有太多的主轴停机时间,我们无法跟上生产要求的步伐。同样,因为我们构建的大多数东西都是一次性的,每个部分都需要一个新的程序,”Leech解释道。
Leech决定研究新的软件,并遇到了各种各样的超MILL CAM软件在YouTube上的视频开放思维技术.他想更多地了解CAM系统。
”超MILL已经驯服了五轴加工的复杂性,因此即使是独一无二的零件也感觉更像是生产工作。”
CAM回答速度要求和更多
Leech在最终扣动扳机并获得之前评估了许多CAM包超轧机。“但是,”他说,“超密尔比我试过的其他方法都快得多;这使得这个决定显而易见。此外,Open Mind的演示团队是唯一能够轻松处理各种脚本外编程情况的CAM提供商。”在最初但快速的上升阶段后,结果已经超出了P和C工具的预期,这不仅是因为超MILL的能力,但也因为开放思想的支持,使过渡尽可能无缝。
Open Mind科技超MILL软件是一个模块化和灵活的凸轮解决方案,用于2D, 3D和五轴铣削,铣床车削和高性能加工策略,所有内容集成到一个单一的接口。这种完整的集成可以使用最新的操作概念实现快速、简单的五轴编程,减少加工时间和刀具磨损,提高工艺可靠性和精确、高质量的表面光洁度。
智能算法确保自动工具碰撞检测和避免超铣削和具有挑战性的特征,如高和陡峭的墙壁,自由曲面和深腔,自动计算和加工容易。根据几何形状和机器运动学,用户可以选择固定刀具角度的五轴加工,自动分度或真正的同步加工。
最重要的方面之一是向超密尔最初是里奇非常担心的东西。Leech之前为P和C的机器编写了所有的后处理程序。然而,他说开放思想的后处理超MILL完全受运动学约束,工作完美。Leech说:“每次我需要调整时,我都会打电话给Open Mind的支持人员,他们会给我发一篇新文章,我可以直接投进去,这为我们节省了数周的后处理器开发时间。”

这2+2压铸家庭工具是一个非常详细的分型线的例子,内角铣削到0.0078英寸。由于对成型表面的纹理要求,通常更难保持刀具路径远离这些表面,而不是加bet188娱乐城工它们。易于添加扩展表面和停止表面与可编程偏移超MILL让P和C工具完成关闭直至成型。bet188娱乐城图片来源:P和C工具
CAM的多重优势
P和C工具得到了许多好处,因为切换到超MILL,所有这些都满足其速度和质量要求,同时保持五轴机器嗡嗡作响。刀具路径计算和后处理时间比该公司以前的软件快两到三倍。
里奇指出,除了速度更快,超MILL允许对不同的创造性方法进行更多的实验和试验,因为不需要长时间等待复杂的刀具路径来计算。因此,P和C可以尝试新事物和替代解决方案,而不会陷入编程过程。此外,刀具路径不仅计算速度快;它们在机器上运行得也很快。
Leech说,实际上没有“空气切割”或刀具破损,即使是从一个端铣刀到更小的端铣刀淬硬钢。超MILL跟踪库存,并保持刀具在切割。
此外,多个工具路径现在可以同时工作,允许程序员在后台计算工具路径时快速从一个跳到下一个。“我们可以打开许多不同的部分,并同时处理它们超MILL座椅,”Leech说。
为P和C工具构建的后处理器Open Mind非常安全,以至于Leech可以在不担心崩溃的情况下运行部件。他不断地把新的零件和程序放进机器里。他让铣削操作长达10个小时无人值守,这样就有时间做其他项目,包括编写下一部分的程序。因此,里奇说:“超MILL已经驯服了五轴加工的复杂性,因此即使是独一无二的零件也感觉更像是生产工作。”
多才多艺是另一个方面超米尔,P和C升值。由于该软件没有严格的、基于等级的库存顺序,其团队可以在一个程序中混合和匹配库存、几何形状、零件、覆盖表面和导向表面。
利用超MILL的摆线(高性能粗加工)刀具轨迹令人印象深刻。Leech说:“只需单击一次高性能标签,这种刀具路径策略就可以使刀具深埋在钢中,而不会损坏立铣刀。
中的工具库超MILL是集成的功能,快速,易于使用。添加新工具,重用旧工具,创建不同的刀架,修改工具长度,设置无限的材料,切割参数和机器都是前期的。“但最好的部分是保持每台机器中每个切削工具的准确表示,以便快速和容易检索和使用,”Leech说。
采用最新的操作概念,实现了快速、简单的五轴编程,减少了加工时间和刀具磨损,提高了工艺可靠性和精确、高质量的表面光洁度。
巨大的工具路径策略
Leech相信单是五轴休息加工刀具路径就值回票价。它执行五轴铅笔铣削,其中先前的刀具尺寸和表面加工被选择,然后超MILL生成一个五轴的刀具路径,在所有角落流动。相比之下,之前的软件的工具路径很古怪,效率低下,结果参差不齐。
使用其他软件,P和C工具的工程总监Ed Leech看到了从一个立铣刀到下一个立铣刀的大量空气切削,特别是在小而详细的区域和深槽上,就像这个4+4系列工具。这些腔体中的深槽是用0.039英寸的环面立铣刀进行粗加工的,尽管之前使用的工具是0.118英寸的球型立铣刀,但实际上没有空气切削,也没有刀具破损。图片来源:P和C工具
”超MILL的五轴休息加工是超级快速和光滑的,我很少需要手动输入任何五轴控制。甚至还有一个平滑的重叠选项,可以将较小的工具切割成较大的工具,因此不会出现不匹配的情况。”Leech说。他指出,端铣刀之间0.0001英寸的不匹配在视觉上看起来比实际要大得多。的超MILL平滑重叠策略有助于消除这一问题。
超MILL已经将P和C Tool的五轴编程时间缩短了一半或更多,团队现在可以跟上Roeders机器的速度。Leech说:“它还改进了我们的刀具路径,因此切割时间更快。”
由于速度提高了两倍,P和C增加了铣削工作的类型,提高了盈利能力,甚至使公司能够在保持单腔工作的同时承担更高的空化工作。工作质量也得到了提高,最大限度地减少了额外的电火花加工和磨削操作的需要。
单腔,定制模具可能具有挑战性,因为每个组件都bet188娱乐城需要一个新的CAM程序。然而,超MILL缓解了P和C工具的编程瓶颈。Leech报告说,自实施以来,该车间的五轴工作的吞吐量轻松增加了50%。
相关内容
五轴加工:有什么好处,如何实现这一能力?
您选择的实现五轴加工效益的替代方案将由应用程序驱动,并对您的底线产生重大影响。
硬铣成功的秘密
硬铣成功的秘密
如何消除喋喋不休
以下是通常用于对抗颤振的技术和指导方针,为优化模具制造过程奠定基础。bet188娱乐城





