
金属复合工具的进步
多种金属添加剂技术获得市场认可和对复合工具用于处理从短纤注入到autoclave-cure半固化片。
# 3 dprinting

分享

最近的一个开发项目的可行性评估使用wire-arc加法制造(WAAM)生产上篮工具对于复杂的波状外形的翼端帆安装在MQ-9B的翅膀的技巧SkyGuardian和SeaGuardian(如上所示)遥控飞机从通用原子航空系统公司添加剂工具匹配相同的碳纤维增强复合材料模具的尺寸控制,真空完整性和真正的定位孔位置,同时提供改进的耐久性。它还降低了维护成本,工具成本(30 - 40%)和工具交货期(20 - 30%)。图片来源:通用原子航空系统公司。
工具任何成功的生产计划是一个至关重要的元素组合部分,但它通常是一个去年方面被认为是在开发过程中。这是不幸的,因为工具生产,特别是硬/金属工具,可以长期以来导致时间和增加相当大的成本底线。事实上,在许多程序,工具生产病原反应步骤中,商业化放缓和添加一个高成本的负担。
幸运的是,金属添加剂制造(AM)——最初是用于生产原型和少量金属部件——正开始获得转换作为一种方法来制造工具组件和整个模具。bet188娱乐城像其他3 d打印技术,提供设计自由高于加工或形成金属,塑料或复合材料,容易印刷几何图形不可能或非常昂贵的实现与传统制造技术。和大多数3 d印刷过程可以产生这些结构明显更短的交货期,帮助oem厂商将产品更快进入市场,以较低的成本和一个较小的碳足迹。



在本文中,我们将介绍几种金属添加剂技术和描述的工具或工具组件类型他们被用于生产和为什么。这里,我们区分技术已经证明,生产计划已经得到广泛的认可——通常为大批量生产和技术上接近或刚刚开始使用商业计划。在未来的文章中,我们将继续讨论额外的技术和新颖的方式描述金属是帮助工匠与铸模产生更好的地方。bet188娱乐城
生产证明:Direct金属激光烧结固化
有几种金属技术已经生产证明。他们的流程已经审查,福利编目和他们目前生产大量的组件用于注塑模具生产零件中期和高容量的商业项目在汽车、铁路、大型设备和个人护理/医疗行业。bet188娱乐城
我们的重点是其中的一个过程,一般粉床融合(PBF),尽管变化包括选择性激光熔化(SLM),选择性激光烧结(SLS)电子束(实证)和融化直接金属激光烧结/凝固(摘要)。
在粉末床过程中,构建板坐落在预热室的底部与惰性气体覆盖在接近真空的条件。很细的金属粉末层应用于构建板通过辊或刀片,之后热能来源(通常激光或电子束)是针对特定位置在构建板和保险丝粉融化成固体金属,形成第一层的一部分。这个流程将继续,直到足够的层沉积和融合完成几何部分,它从室中移除后,depowdered和数控加工,以达到所需尺寸和完成。
粉床过程包括的好处获得广泛的金属和生产完全致密的部分(而不需要烧结)优良的机械性能(通常是一样好或者比锻造金属部件)。这是典型的AM / 3 d印刷流程的设计提供更大的自由比可以实现,特别是成本有效的,与常规方法加工、冲压、锻造、铸造或甚至成型,因为部分是建立一个层在三维空间中。bet188娱乐城技术的支持者说,“复杂性是基本上是免费的。”
由于粉末金属放下PBF过程中的一次一层,稀疏,实心或空心结构受到可以打印降低质量和材料使用在相同的体积。它还可以创建复杂的内部几何是困难的或不可能产生任何其他方式。因此,非常复杂,空心保形冷却(或加热)频道,可以打印部分的轮廓几何图形gundrill是不可能的。
为热塑性塑料,这意味着冷却线可以放置接近临界几何,允许铸模缩短周期,同bet188娱乐城时降低翘曲,废料和能源使用。同样,对于热固性材料,加热线路可以创建速度固化时间。PBF还允许创建连续的微尺度孔/渠道,生产有选择地多孔内部几何,可以使用有效的发泄。这就消除了几乎所有与多孔金属基复合材料相关的问题(间),长期以来一直用于创建发泄对注塑模具插入。bet188娱乐城
限制PBF的包括缓慢沉积率,尤其是在复杂的几何图形,高能源消耗和安全问题关于细粉的处理,需要安置在专门的房间打印机(通常是温度和湿度无尘室与防静电地板由运营商穿着防护服)。一些流程还诱发高的工件内应力时代压力缓解。
尽管构建信封已经稳步增加,他们仍然是以毫米或厘米,没有米,所以打印部分尺寸一定小相对于其他添加剂过程我们将讨论。因此,当PBF可以产生极其复杂的部分,通常是过程用于生产举升机、幻灯片或插入安装在注射或压缩模具而不是模具本身。bet188娱乐城
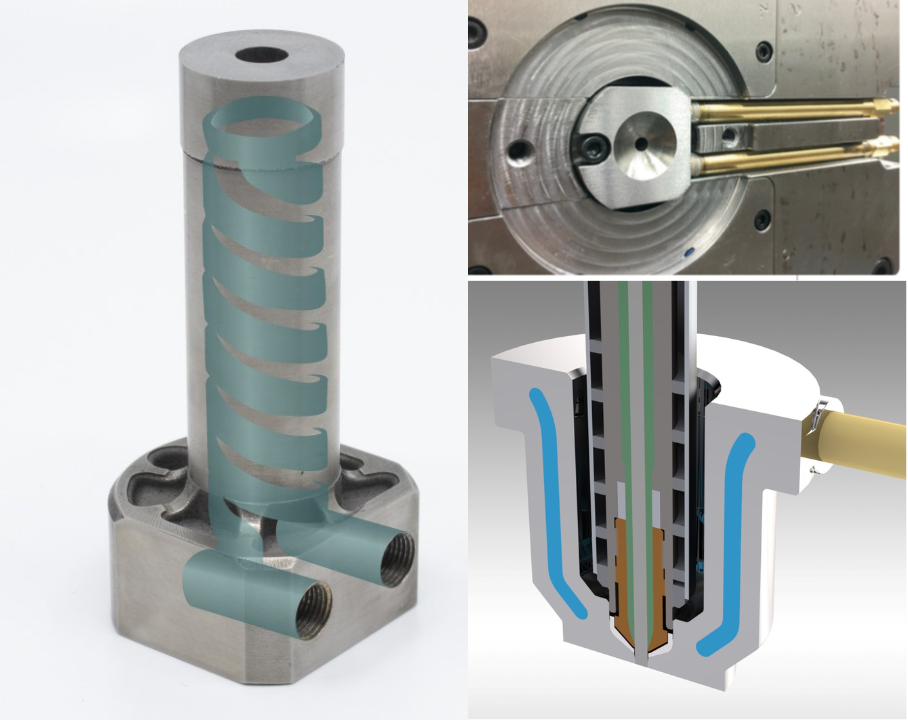
注塑模具,电脑公司提供浇口衬bet188娱乐城套(独立和右上方坐在工具)打印在H13钢和门插入(右下角)印在420不锈钢功能积分保形冷却通道。bet188娱乐城铸模和moldmakers已经使用的替代报告周期时间大幅减少。图片来源:电脑有限公司
使用金属bet188娱乐城是一个模具组件供应商电脑有限公司(弗雷泽,密歇根州。,美国),首次推出H13钢浇道衬套与保形冷却渠道与冷跑步者在2018年bet188娱乐城肺水肿和模具,两年后,补充道420年不锈钢形冷却通道插入模具与热bet188娱乐城流道。这些PBF-printed形冷却组件是理想的情况下大浇口进料小或薄的部分。自冷却代表总数的70 - 80%注射周期,moldmakers铸模使用这些替代和类似的组件没有正形生产力——冷却报道戏剧性的bet188娱乐城改善周期时间减少15 - 80%,这取决于应用程序。鉴于铸模在恒定压力下降bet188娱乐城低成本,电脑报告组件可以在几天内支付自己的星期。
处理器在一个案例中,一个汽车注塑扰流板密封在一个双腔工具用一个冷流道比产生部分厚4倍,限制了腐朽的能力bet188娱乐城减少循环次数也不用担心架线还是热材料的工具打开。后最初的冷浇道衬套是换成了保形浇口衬套冷却,循环次数降低,降低成本压力在腐朽。bet188娱乐城
在另一起案件中,一个汽车腐朽努力实现高质量完成在紧固件四头工具bet188娱乐城是透支注入压力(155 MPa),冒着over-shearing材料(财产风险相称的退化)和破坏性的新闻。后切换到形冷却通道插入、周期时间从20.3减少到17.8秒,注入压力减少到21 MPa和处理器节省35000 - 40000美元/月。
“谢谢3 d打印的多功能性,我们可以制造复杂零件的几何图形,几乎不可能通过传统的方法,”解释了保罗•Graceffa pc中西部地区销售经理。3 d打印技术的“客户问我们的模具,因为他们知道它给他们胜过竞争。bet188娱乐城因为大多数选择这些组件节约潜力提供生产过程中塑料(整洁、增强和填充聚合物)部分。”
工具,特别是那些模具,也拥抱金属的好处是。bet188娱乐城线性AMSShapeways公司(密歇根州利沃尼亚。美国),使用多种金属是技术生产形插入自2005年以来其注塑模具冷却。bet188娱乐城在早期,只有两个摘要打印机的线性发现自己拥有一个在北美,所以它很快就将要求的航空航天和防务公司参观,看打印机工作,因为唯一的其他摘要打印机是属于一个航空的竞争对手。很快,线性团队变得如此擅长设计和生产形冷却插入,它有效地离岸传统模具和专注于设计和生产加工形冷却插入自己的模具和其他工具。bet188娱乐城
类型的复杂性的一个很好的例子,线性定期产生的保形插入是模具的冷却bet188娱乐城高压电气绝缘纽约铁路交通机构用于切换歌曲。让人想起一个巨大的蘑菇,x 123 -毫米直径270毫米,高是注塑用60克的60%bet188娱乐城玻璃纤维/ mineral-reinforced聚丁烯对苯二酸酯(PBT)。形冷却插入几乎占据整个单穴的核心几何,油冷工具,旨在产生三种不同的绝缘体在三个不同的长度,选择通过改变插入。给定的大小和长度,关键需要控制维度半晶状的聚合物,研究小组想要更好管理温度δ预测moldfillingbet188娱乐城顶部和底部之间的分析/厚和薄的部分实现可接受的周期时间和延长模具的寿命bet188娱乐城。插入几乎超过了高度(z轴打印信封)摘要的打印机。线性也成型部分的夏洛特,密歇根bet188娱乐城州。,美国的设施。
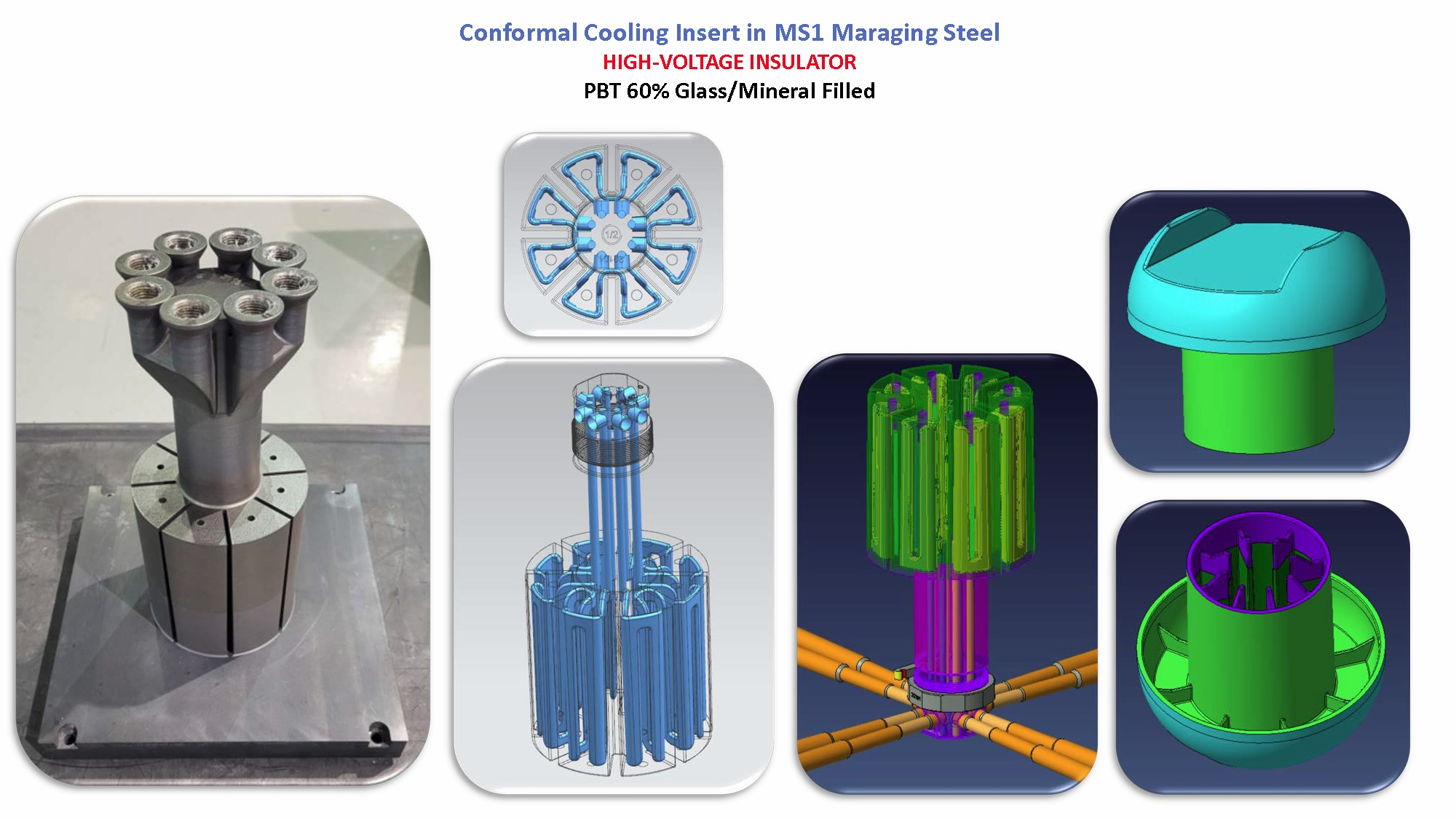
复杂的保形冷却线(三个中间图像)印刷的工具插入(左)用于模具高度增强热bet188娱乐城塑性聚酯铁路绝缘子(两个图像)。DMLS-printed插入(MS1产生马氏体时效钢)显示在其构建板(左),这是之前电火花会最终模具的加工和安装。bet188娱乐城图片来源:线性AMS, Shapeways公司。
“多年来,我们听到很多客户的积极评价对储蓄他们通过将保形冷却模具,”大卫·迈尔斯回忆线性AMS业务发展经理。bet188娱乐城”我最喜欢的是:“我们从来没有能够处理这些细节之前的热控制保形冷却提供了我们,”…“减少周期是如此重要,以致我们放松资本支出(资本支出)提出购买另一个注塑机,“…,”我们通常会委托两个工具(这个项目)由于能力问题,但我们住到目前为止推进保形冷却,所有我们需要的只是一个工具。”bet188娱乐城
生产准备:Wire-arc我
正如聚合物,金属是段应对行业需求能够打印更大的块快得多——尽管细节和使用不同的技术方法,通过开发大尺寸是(LFAM)打印机。金属LFAM正在转换,尤其是在航空航天和国防工业单面原型和生产工具。一个这样的技术wire-arc加法制造(WAAM),更广泛的一个子集定向能量沉积(d)的3 d金属印刷。几家公司出售WAAM系统;提供3 d金属印刷服务林肯电气有限公司(美国俄亥俄州克利夫兰),还提供了时代加工、制造和检验。
WAAM结合/金属极惰性气体保护电弧焊源安装一个工业机器人的手臂,构建的多轴定位器,金属线形式,比粉末形式相同的合金更经济。该技术提供了快速沉积率2.3 - -4.5公斤/小时和印刷在露天而不需要防护围栏或氮气覆盖。这大大扩展了构建信封——目前的1.2 x 1.5 x 2.0米林肯的金属3 d印刷工厂。该公司表示,这项技术可以方便地扩展更大的系统,尽管林肯也已成功打印多个短工具部分焊接在一起产生一个3.1米长3.8米宽的炸弹x 1.1米高的工具。印刷和连接段不仅扩展了有效“达到”的技术但缩短构建时间。
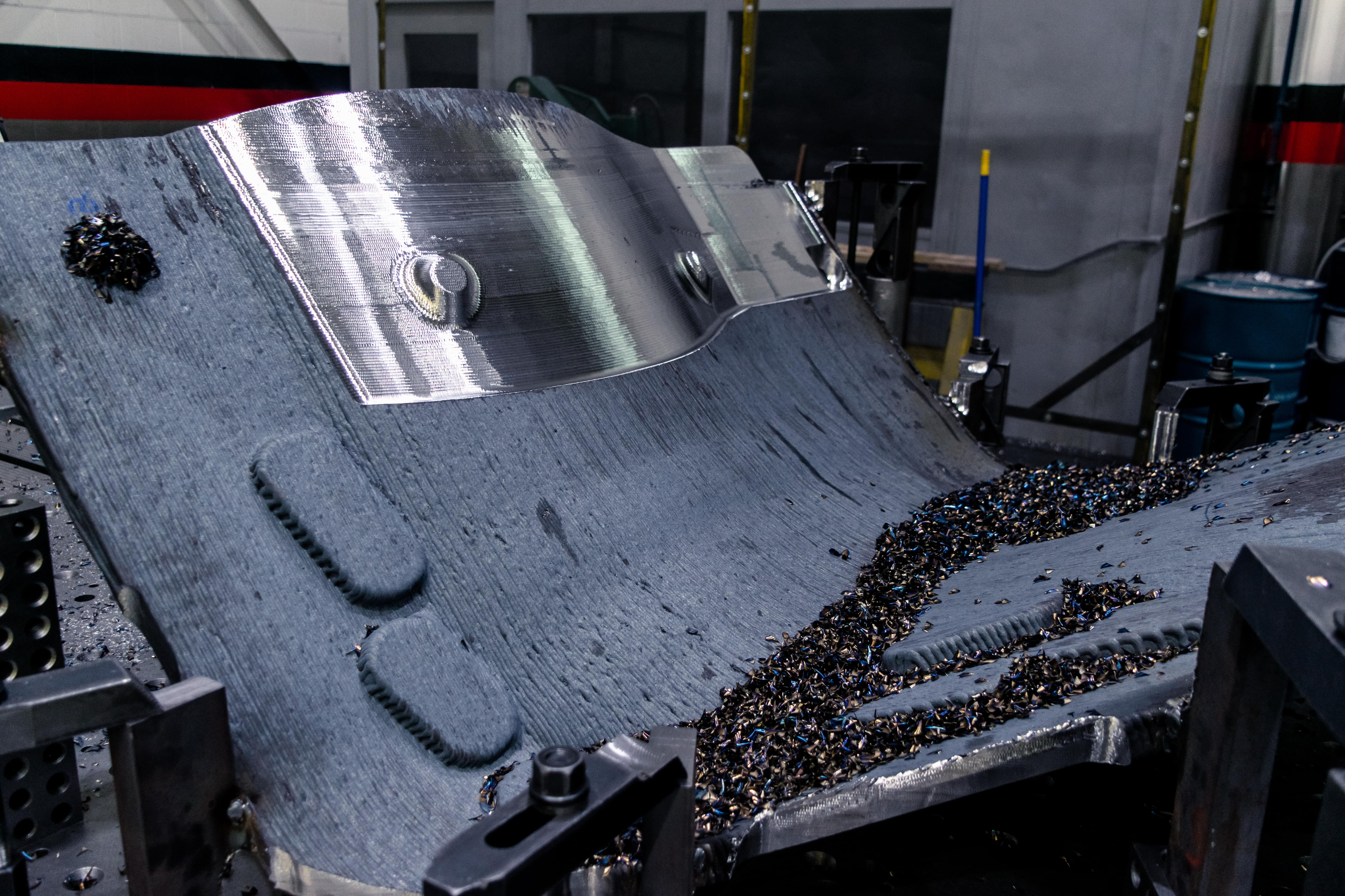
WAAM以来,像其他LFAM过程,产生部分与坎坷的/有条纹的表面,时代需要数控加工实现维度和一个可接受的最后一部分。在上面的图片中,像印制的低碳钢表面是深灰色的,虽然时代加工表面是银。图片来源:林肯电气有限公司
与其他聚合物和金属LFAM技术,时代加工通常是必需的,因为像印制表面太粗糙。因此,打印稍微超大号的来使光数控加工实现最终的尺寸和可接受的完成。
WAAM产生完全致密的部分不需要时代烧结和热等静压(HIP)。但是,像其他焊接式金属3 d打印技术,WAAM引起内应力通常,尽管并不总是,需要解决热应力消除。林肯说几何规定之间是否这样做是印刷和粗加工或粗糙和精加工之间。不过,与传统的金属加工技术相比,WAAM可以减少工具导致的时间从几个月到周,帮助制造商将产品更快进入市场。
就像其他技术,增加设计和自由提供了部分整合的机会。例如,在相同的构建,WAAM允许保形冷却/加热通道印刷和/或支持薄壳facesheets积分的支持结构。减少工具质量使运输、处理和存储方便,另外,用更少的质量加热/冷却,高压釜周期可以缩短。
航空工具,软钢青睐当成型玻璃纤维预浸材料,虽然殷钢青睐碳纤维增强预浸材料,由于渴望匹配工具和热膨胀系数部bet188娱乐城分(CTE),以避免破坏部分demolding期间,或创建die-lock /过剩地区的圈闭条件。WAAM是最适合的小批量生产的大型结构以米和数百公斤复杂的几何图形,将实现传统挑战。
一个很好的例子是一个工具设计、印刷和测试之间的一个开发项目通用原子航空系统公司。(GA-ASI业务,加利福尼亚州,美国),一个全球公司无人机系统(UAS),和林肯电气。
这个小翼的阴茎严重弯曲的facesheet是困难和昂贵的实现在传统金属成形或加工,以及碳纤维增强复合工具,增加成本和交货时间飞机结构项目,这就是为什么GA-ASI已经评估LFAM选项。而支持结构WAAM工具可能是印刷,GA-ASI决定这是更快和更便宜的生产和组装起来通过常规手段。图片来源:通用原子航空系统公司。
“我们已经开发出一种加法制造周围生态系统d技术在过去的几年里在看几个可用的大型金属沉积模式纹理工具应用,”解释了史蒂夫•弗尔涅GA-ASI高级经理——添加剂卓越设计与制造中心。“我们寻求一个允许我们的技术沉积金属一样快尽可能的而生产在尺寸上精确的功能重复在一个下的选项能够承受的重复高压釜周期350°F (177°C)。在其潜在用途,我们探索尤其感兴趣钢铁和殷钢纹理的工具因为成本和交货时间的挑战我们经常面对传统生产类似的工具。”
研究选定的部分是一个l型,x 2.7 - 1.4米玻璃纤维环氧树脂预浸材料小翼,这是安装在每环绕MQ-9B翼SkyGuardian / SeaGuardian遥控飞机(战),它被用于搜索和救援等活动,法律和边境执法和空中监视,但符合民用空域需求。的翼端帆大大减少涡激动荡和阻力在翼尖生成,帮助战飞40小时虽然携带有效载荷可达2155公斤。
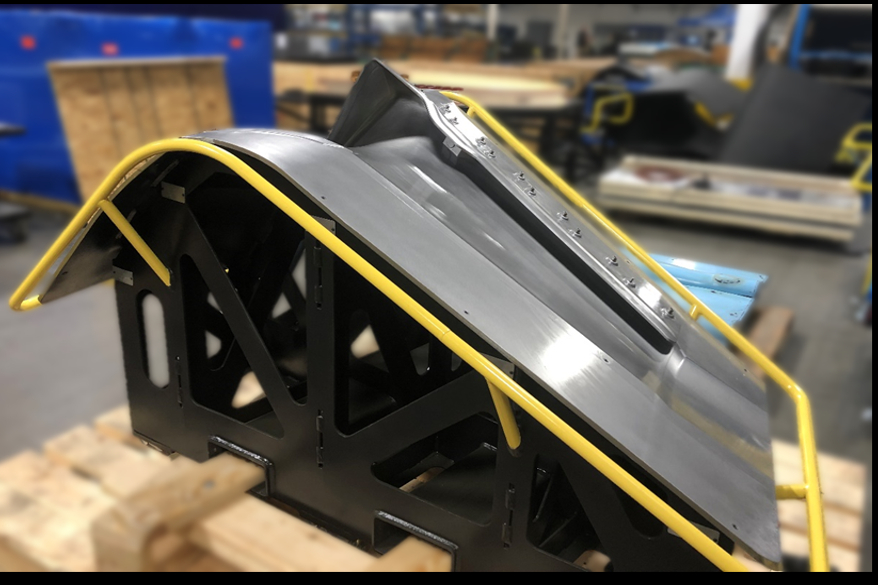
的小翼的工具是一个很好的测试用例由于其规模和严重的曲率在几个轴,使它吗挑战传统生产在金属或碳纤维增强复合材料。工具还有一个回油板与复合曲线,机械地固定在工具主体控制联合维上篮和治疗期间,但删除之前demolding促进部分删除。bet188娱乐城
一旦出版,公差加工,组装和检验由林肯,GA-ASI把工具进行测试。除了视觉检查和几何尺寸和公差(GD&T)通过激光扫描检查,团队看着吸湿材料,CTE特点、工具发布,孔隙度和真空完整性和热行为。接下来,GA-ASI受到耐久性/热循环测试。这涉及到大量的迭代周期运行该工具仅通过高压釜,铺设养护小翼复合部分,然后检查工具和部分。
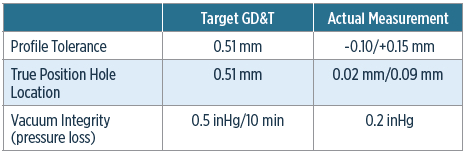
表1:第一个小翼工具产生的研究通过GA-ASI最初的评估。这是真空的,有一个统一的热调查和达到/超过所有目标GD&T的要求。通用原子航空系统公司提供的数据。
虽然工具仍然是完成资格,但迄今为止在达到生产级初步成功使用GA-ASI的制造业务。此外,该公司报告节约成本上的顺序30 - 40%和交货时间节省20 - 30%和传统制造业。
“我们扩大使用d工具生产级应用程序跨多个无人机平台和我们认为d绝对是我们工具的解决方案组合的一部分,”弗尔涅补充道。“然而,重要的是要明白,并非所有的d工具相同的成本效益,所以你必须找到合适的工具——那些与挑战facesheet几何特性,比如大曲率,难以形成或焊接传统——建立一个好的业务案例。我们的行业将真正受益加强d工具制造业供应链。”
“重要的是要强调,我们两家公司做了大量的前期工作来确定的最好的设计和制造方法小翼的工具减少制造成本,”迈克Wangelin补充说,林肯电气添加剂解决方案业务发展经理。“史蒂夫指出,并不是每个工具带来同样的成本效益。你绝对必须平衡大小和复杂性的困难加工形状的坯或形成的板块股票,尤其是这些天所有的供应链问题和成本上升一切。”

WAAM小工具一个有趣的特性是可移动的回报法兰与复合曲线,是机械与工具的身体在上篮和高压釜治愈之前删除控制联合维但demolding协助去除一部分。bet188娱乐城生产作为一个单独的打印没有需要的支持结构,法兰,与身体这个工具本身一样,9.5毫米的材料建造过多机器股票。主体和法兰配钻控制尺寸精度。图片来源:林肯电气有限公司
生产准备:添加剂搅拌摩擦沉积
另一个大尺寸的金属是过程,是评估在几个行业是由Aeroprobe corp .)和剥离2018年全资子公司融合制造集团。(Christiansburg,弗吉尼亚州,美国)。
一般被描述为multi-patented技术添加剂搅拌摩擦沉积(前述的),尽管融合说,它不是基于搅拌摩擦焊接的名字似乎暗示。不过,两者都是固态加入流程和两个依靠热、压力和剪切所产生的摩擦旋转工具和工件之间的软化和债券两种金属。
前述的可塑性变形1 - 2毫米(的值可调)的工件和材料被添加和“搅拌”在一起,创建一个各向同性,整体式结构选择属性比和颗粒结构比父母更好的材料。与焊接或melt-based印刷过程不同,它不会引起工件的高内应力。结果,这个过程可以做许多有趣的事情。
它不仅能用于加法制造零部件和工具,但也外套,可以加入和修复几乎任何金属或MMC吗——像7075合金铝,不能熔化处理,6061铝,它不能和其他印刷过程和AZ91镁,它不能熔化焊接。它可以修复价值的部分,否则不能固定,因为焊接会扭曲。前述的本质上是金属不可知论者。它也可以用来创建新型合金这将是很难在传统合金化过程结合起来。最主要的限制是,材料都必须有相对类似的熔化温度和ct。输入材料融合的打印机是棒料,虽然粉喂可以添加。但是,与PBF-type过程,它不需要微米尺寸粉末或防护围栏。
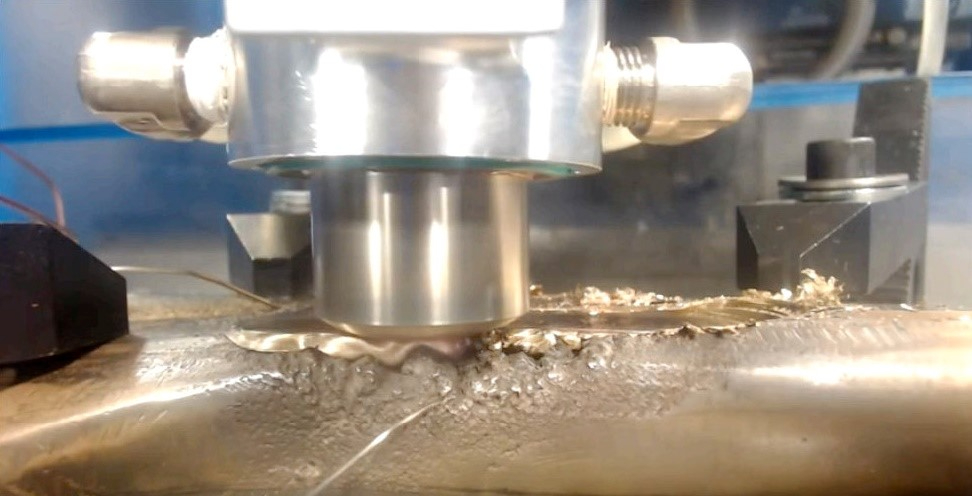
前述的过程可以应用涂料在其他金属或修复高价值金属零件,否则不能焊接传统。在这里,它被用来修复腐蚀/斑在镍/铝/铜(NAB)螺旋桨叶片。图片来源:融合制造集团。
另一个有趣的特性是前述的快速沉积率。到目前为止,利率为铝高达13.6公斤/小时;4.9公斤/小时钢;钛7公斤/小时;和0.7公斤/小时为镍。Aeroprobe和融合CEO Nanci Hardwick说,沉积速率差异是其中一个函数材料公司花了最多的时间处理,而不是金属本身所固有的。这些沉积率高是感兴趣的许多航空航天,海军和国防公司受到了沉重打击供应链中断,延迟关键锻件和铸件。与前述的,它可能是速度比等待打印一部分铸造或锻造和运送。
还有一个功能,使前述的有趣过程需要更少的能量和在较低温度下运行比其他金属是印刷过程和它在一个开放的氛围——没有真空,没有氮覆盖,没有防护围栏——这意味着它构建信封是由基座的高度或有限的大小龙门的机器上安装。虽然融合提供了四种标准打印机大小,它构建定义单位。事实上,该公司最近赢得了美国陆军竞争建立世界上最大的金属添加剂打印机能产生6.1 x 9.1 x 3.7米的一部分——足以打印模具或模具的各部分。bet188娱乐城
“如果有人有兴趣把工具生产内部,它非常容易做到与我们的机器和过程,”西恩补充道。“基本上我们的打印机功能像数控机床除了它让一部分金属,而不是删除它。打印机运行在刀位点,看起来很像机。这是一个很平易近人的过程,不需要hazmat的,特殊的实验室和技术博士运行设备。”
前述的生产制备完全致密的部分welding-based过程不同,它不会引起工件需要时代的高压力压力缓解。该公司表示,它可以直接从印刷加工。像其他LFAM过程,它产生一个崎岖不平的/有条纹的表面需要清理与数控加工创造理想的完成。机器商店AFSD-printed部分报告机一样的母体材料。有趣的是,它不仅没有引起高压力,但前述的也开始改变了材料的晶粒结构。
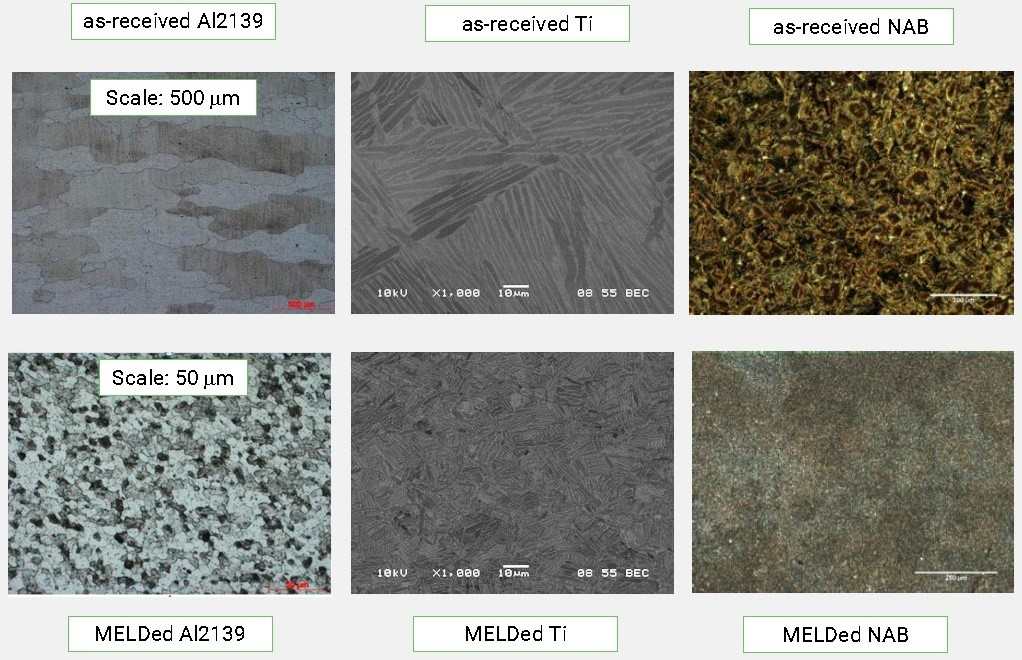
金属零件从融合的前述的过程通常表明晶粒尺寸小1 - 2个数量级和各向同性比母材,从而导致较高的部分力量,和更好的腐蚀和耐磨性比原始材料。图片来源:融合制造集团。
融合领域已经有机器在几个国家的大学和研究中心以及公司在航空航天,国防和海洋市场。大多数组织使用维修工作或打印金属部分,虽然兴趣工具开始生长。事实上,报告,西恩融合已收到询问使用前述的打印工具,然后添加一个困难表面涂层的应用程序生产率很高,喜欢汽车。
“重要的是要注意,迅速融合过程是最适合生产大零件相当基本的几何图形,”西恩补充道。“细节是最好的实现在精加工而不是印刷。”
一个有趣的工具研究融合与研究人员参与代顿大学研究所(UDRI,代顿,俄亥俄州,美国)涉及一个大,印刷了6061铝模具bet188娱乐城用于高压蒸汽治愈玻璃纤维层压部分。
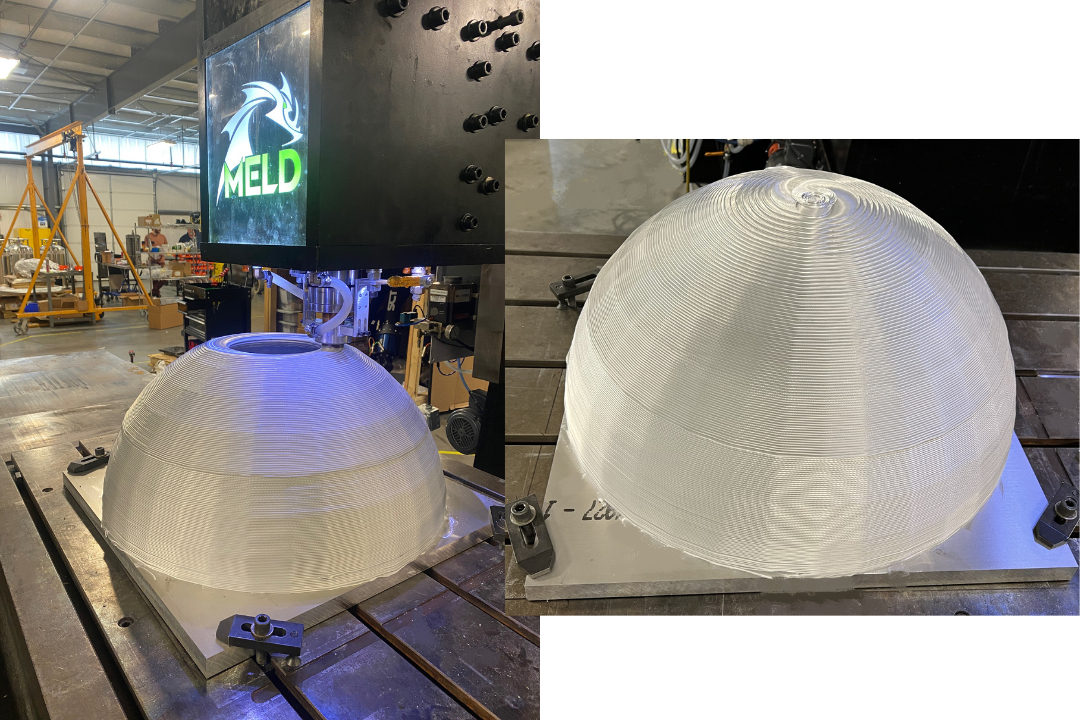
左边是61厘米-半球高61厘米直径基础和壁厚3.8厘米的印刷在6061铝合金材料,不能印刷在任何其他金属添加剂的过程。右边是完成数控加工前一部分。图片来源:融合制造集团。
“融合过程被选中,因为模具腔的大小和深度需要不可接受的加工时间如果做的传统,”斯科特Huelskamp本月稍回忆,体育UDRI高级复合材料工程师,团队领导——先进制造过程开发、结构材料部门。“融合所需的工具只有最后一个数控加工印刷后,给了我们一个工具——除了最初崎岖不平的表面,否则几乎无法分辨的钢坯从一个已经加工铝。到目前为止,我们塑造两部分,工bet188娱乐城具和孔隙度还没有看到任何问题或过度运动的工具。”
文章从姊妹刊物转载CompositesWorld
相关内容
如何使用混合加法制造吗
看看定向能量沉积(d)和粉末床融合(PBF)添加剂模具应用加工技术。bet188娱乐城
五个关键方面的一个基本的多轴点编程工作流和CAD / CAM /点工具
CAD, CAM,工具在同一软件包和用户界面轻松编程模具工程师使用添加剂制造业务。bet188娱乐城
如何供应冷却添加剂工具
添加剂工具提供了无限的选择,冷却模具difficult-to-cool地区。bet188娱乐城





