

分享
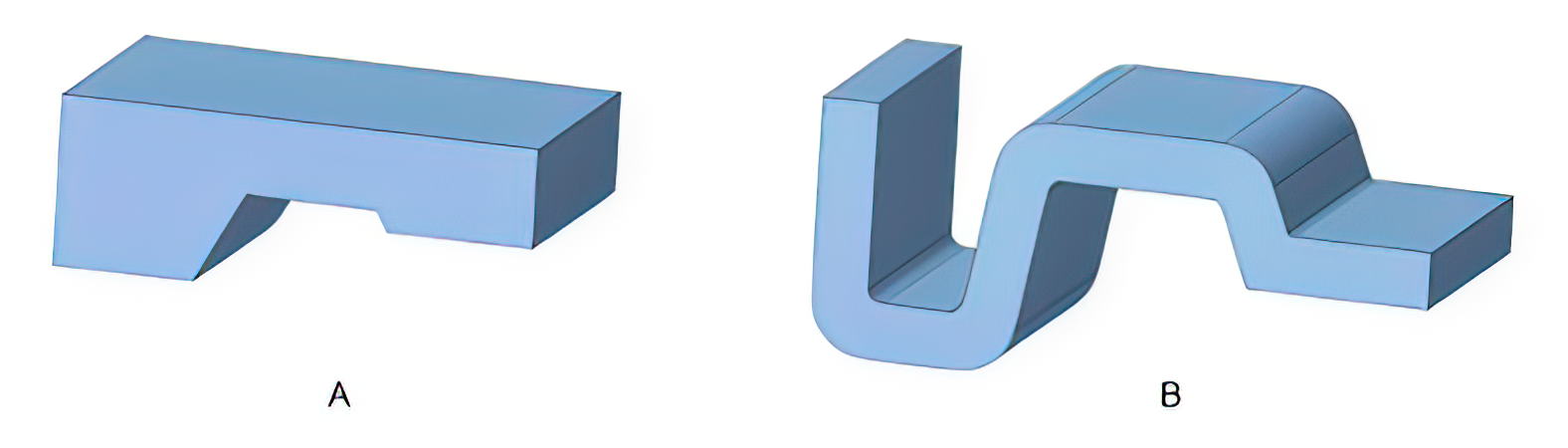
图1所示。保持统一的整个部分的壁厚。可怜的设计显示在左边和右边显示了更好的设计。图片来源:“Catoen,注塑模具设计手册,“©卡尔•汉斯1 - bet188娱乐城2021年慕尼黑
应该有一个射出成型部分bet188娱乐城均匀的壁厚为即使填充和冷却尽可能多的。最好修改部分的几何形状来消除厚的部分而不是设计专门的冷却厚部分,以防止或减少难看的下沉,空洞和翘曲。穷人设计中所示图1(左)永远不会像这样在完成模制品由于壁部分和尖角的变化,和塑料部分会下沉,弯曲和时间超过必bet188娱乐城要的成型周期。因此,腐朽将战斗一生的模具质量问题bet188娱乐城。
更好的设计,所示图1(右),空心的部分,更容易模具,导致部分,更符合高质量的外观。bet188娱乐城几十年前,当塑料被取代其他材料,设计师最大的错误是复制现有的无塑性的一部分,而不是考虑如何最好的塑料部分。然而,一旦设计师理解使用塑料的优点整合部分,轻量化,耐用,粉碎阻力,灵活性和许多其他特性,塑料成为了部分设计师的首选材料。



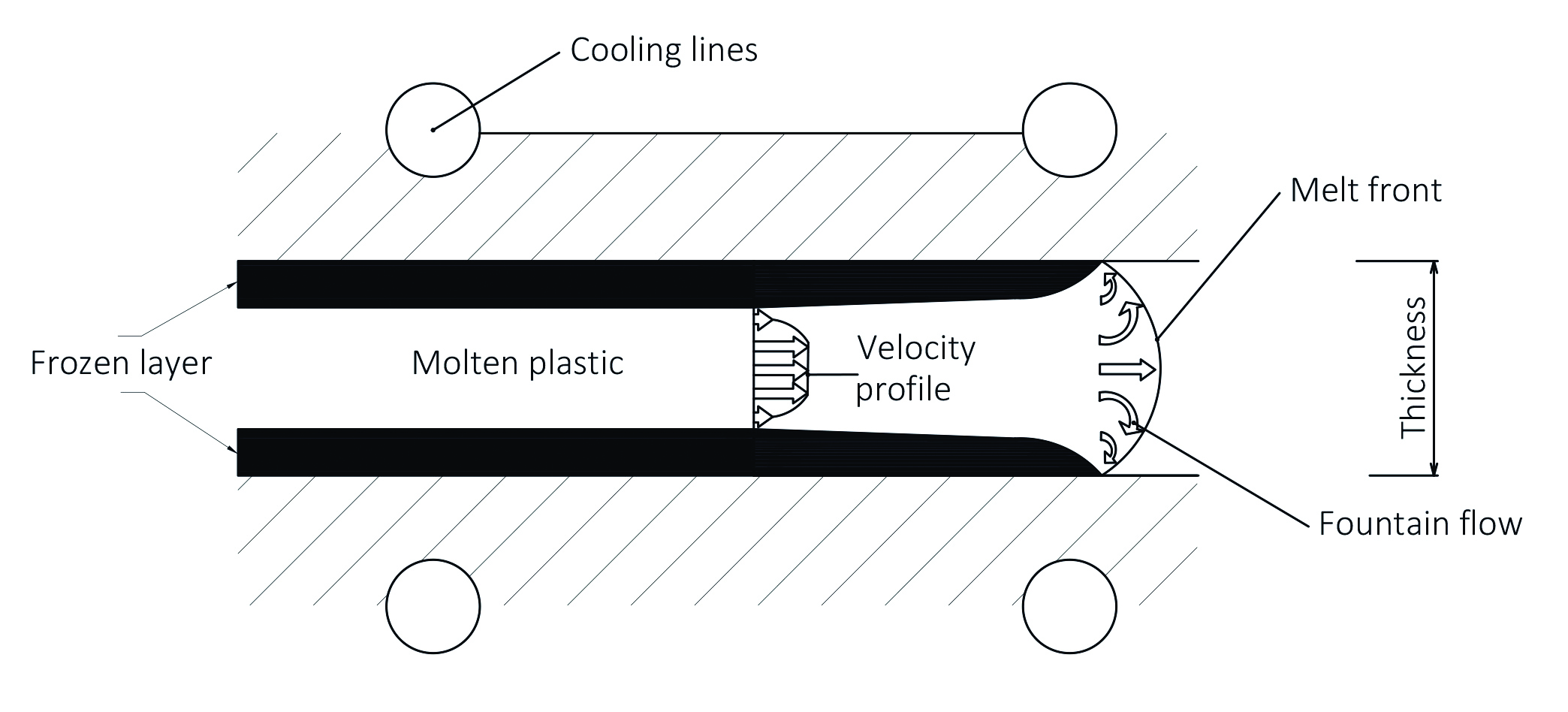
图2。塑料的喷泉流动行为。图片来源:“Catoen,注塑模具设计手册,“©卡尔•汉斯1 - bet188娱乐城2021年慕尼黑
墙部分转换
塑料流沿着阻力最小的路径前面fountain-like流(图2)。时必须考虑设计部分的可塑性bet188娱乐城。有一些好的理由让尽可能均匀的壁厚:
- 墙厚的塑料部分,周期越长。这是因为模制品的最厚的部分将控制周期时间如果是均匀冷却的模具。bet188娱乐城
- 厚的部分将首先填充和收缩薄截面,可引起下沉,空洞,燃烧的痕迹,短裤和意想不到的翘曲的冷却部分。
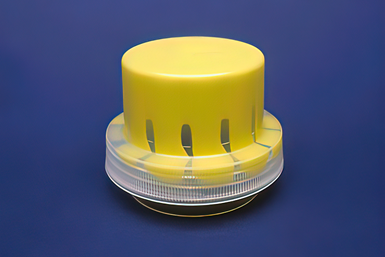
图3。塑料总是沿着阻力最小的路径流动。换句话说,它进一步流经厚的部分,可能导致质量问题。图片来源:“Catoen,注塑模具设计手册,“©卡尔•汉斯1 - bet188娱乐城2021年慕尼黑
图3说明部分壁厚不均匀填充。洗涤剂上限方面围绕其周长,导致部分厚部分。瓶盖部分充满树脂然后完成填充黄色的树脂。可以看到,最厚的地区的塑料流动更容易和进一步进展比薄的区域。
这引起的几何局部焊线(分两个流方面一起)和non-round线程配置文件。模具修改bet188娱乐城减少方面,问题是解决了。
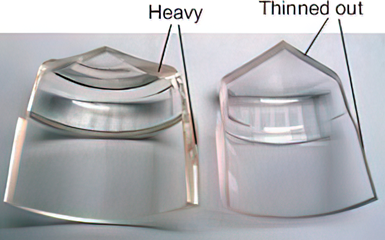
图4。通过一个射出成型制部分。bet188娱乐城最初的设计,在左边,有许多沉没,周期时间和表面光洁度问题由于大壁厚变化。修改后的设计减少了墙上的变化。这种修改bet188娱乐城设计的成型问题被淘汰。图片来源:“Catoen,注塑模具设计手册,“©卡尔•汉斯1 - bet188娱乐城2021年慕尼黑
图4显示削减部分通过模制。bet188娱乐城左边是原始的部分。注意,塑料流从薄到厚,薄到厚最后薄。这使得模具非常困难的一部分。bet188娱乐城右边是重新设计的部分。修改核心流从厚到薄部分的重量减少了20%与此同时,减少周期时间30%以上。最后,它消除了许多塑造thick-to-thin转换所造bet188娱乐城成的缺陷。
作为一般规则,门附近的一个塑料零件应厚的和薄的从门最远的点。从门口的最厚的部分过渡到最薄的流的末尾应该尽可能的渐进。然而,有时不同的墙部分无法避免。如果需要不同的墙部分,建议厚度之间的过渡尽可能平滑,避免突然改变墙部分,这可能会导致高压力冷却部分和非常明显的下沉或空洞(见图5咨询关于墙部分转换)。
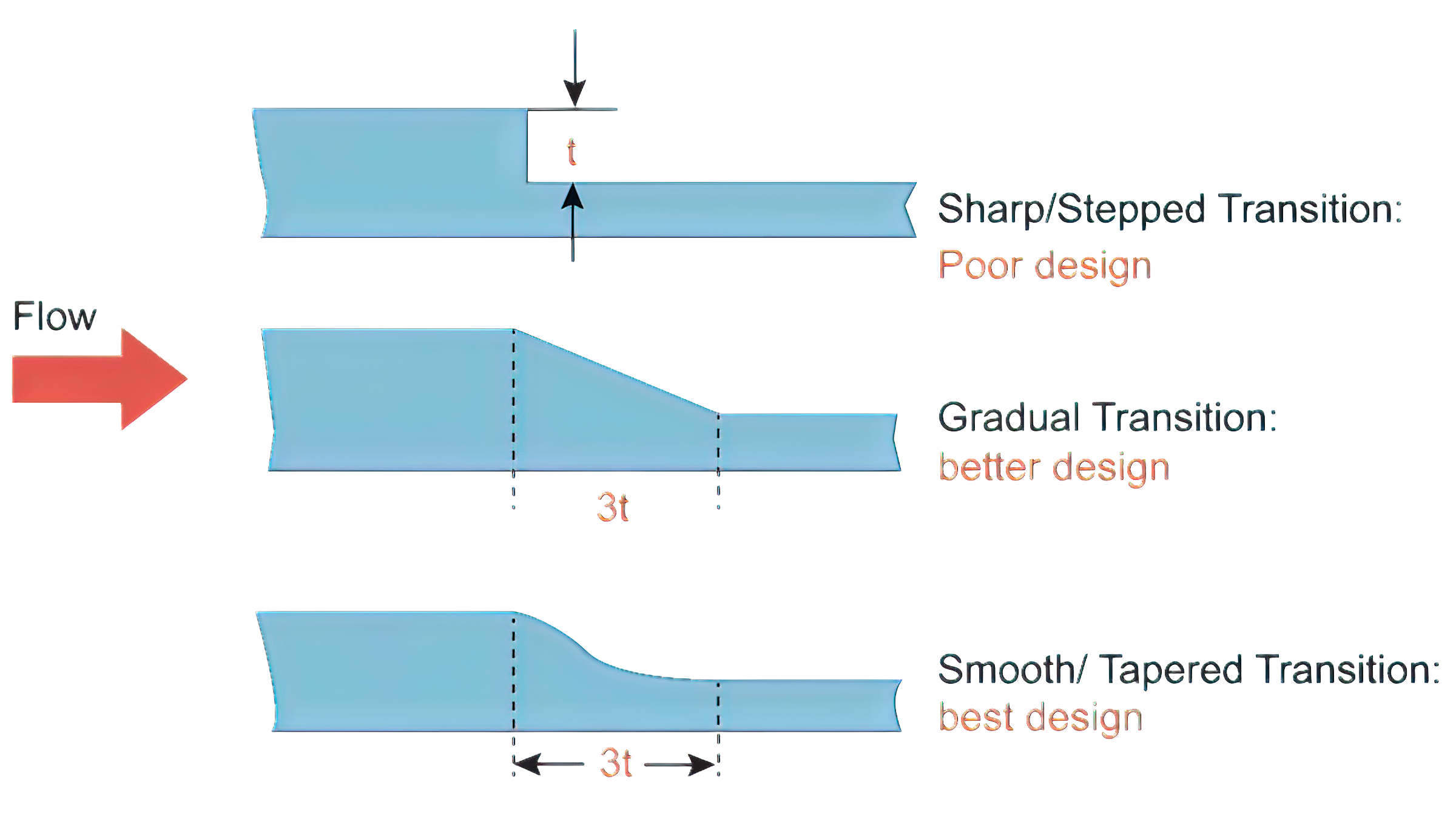
图5。可怜的壁厚过渡(上),更好的设计(中)和首选的设计(底部)。图片来源:“成型模拟:理论与实bet188娱乐城践”,m . Wang r . Chang许。汉斯出版社,2018
圆角和倒角
尖角或鱼片导致局部厚部分和塑料零件设计中应该避免,如果可能的话。尖角部分会导致应力性骨折,很难完全填满,增加压力需要填补,使模具制造更复杂的一部分。bet188娱乐城或圆角半径越大,产生的应力集中迅速减少。
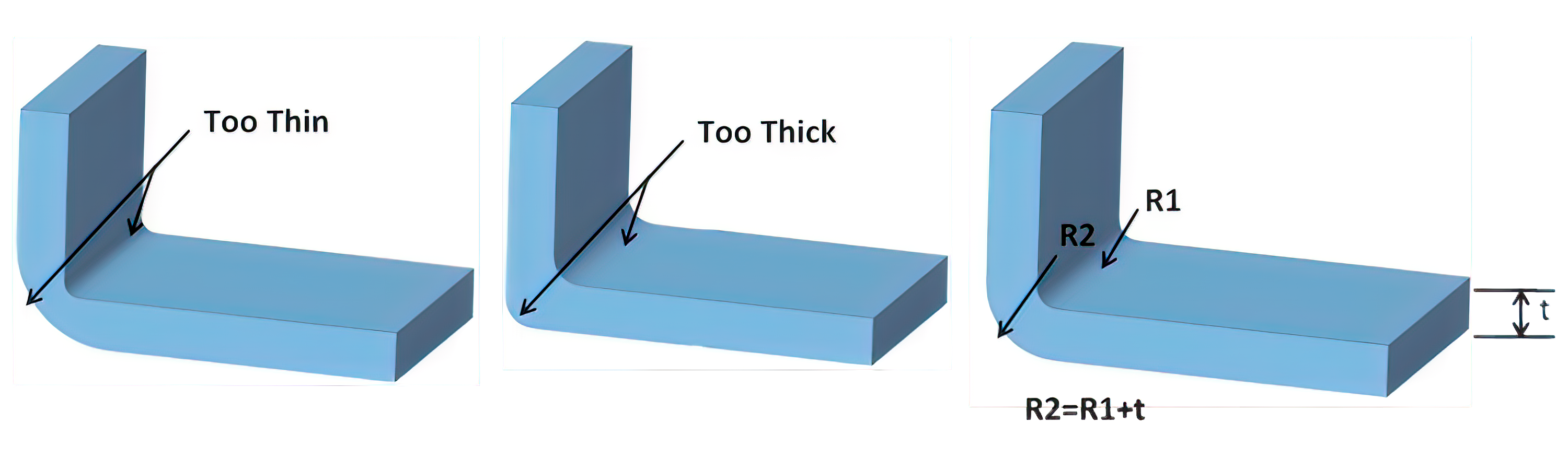
图6。外半径过大,造成薄片(左)。外半径过小,造成厚部分(中)。内半径和外半径匹配(右)。图片来源:“成型模拟:理论与实bet188娱乐城践”,m . Wang r . Chang许。汉斯出版社,2018年。
拐角半径应该匹配产生整个角落,甚至墙部分所示图6(右)。如果外半径太大(左),然后填充就可以限制和削弱了一部分。如果外半径太小(中间),那么这个地区的部分变得太厚,导致局部赛马场填充的部分和浪费的塑料部分。
作为一个经验法则,任何外部角落或半径应该最小壁厚的150%,相应的内部半径应至少50%的壁厚。
肋骨和老板
肋骨和老板通常用于强化塑料零件和组装。而所需的模制品的体力,会导致成型水槽等缺陷,空洞,短裤和困空气如果不正确地指定。bet188娱乐城
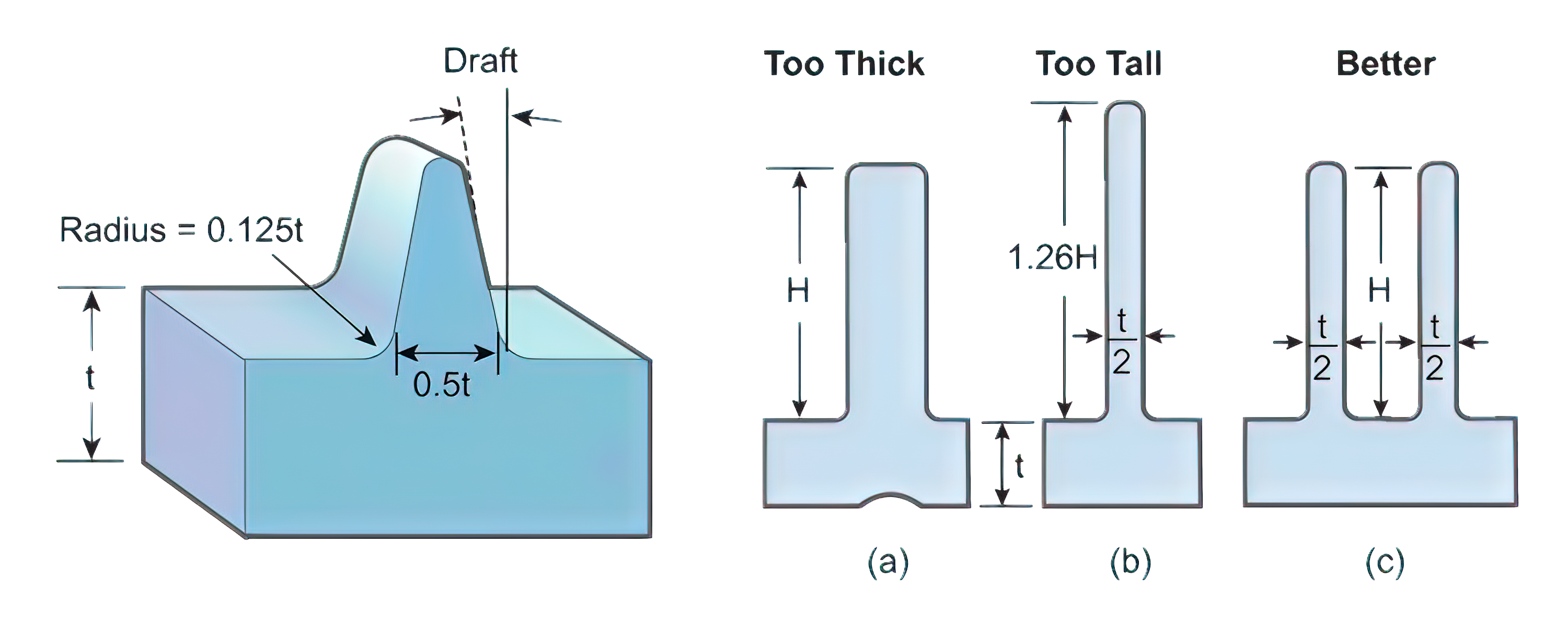
图7。推荐维模制品的一根肋骨。bet188娱乐城H < 3 t。图片来源:“成型模拟:理论与实bet188娱乐城践”,m . Wang r . Chang许。汉斯出版社,2018
为了防止缺陷模制品,下面的指导方针,bet188娱乐城图7和8可行时应遵循:
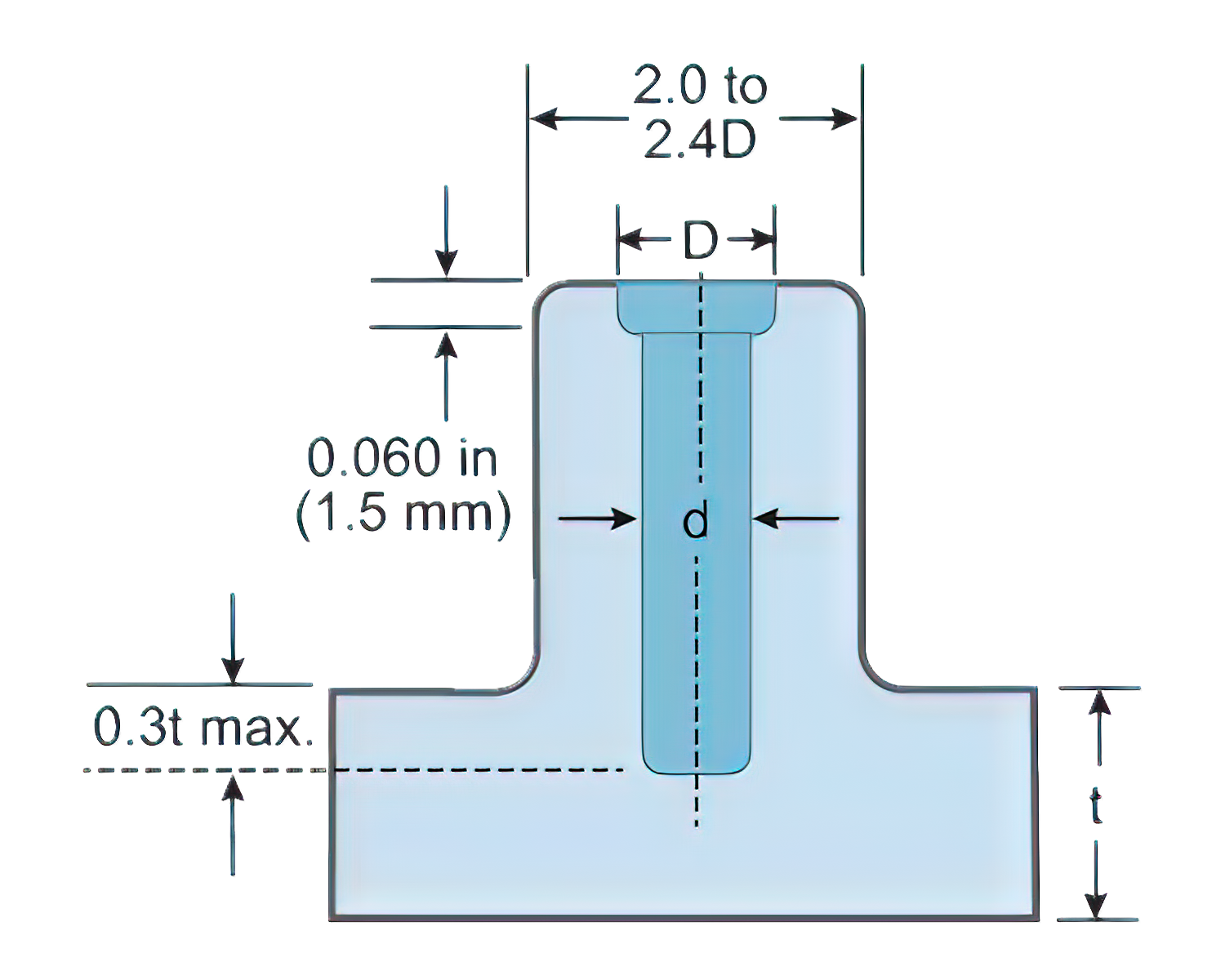
图8。老板推荐尺寸的模制品。bet188娱乐城肋骨t > 3 d。图片来源:“成型模拟:理论与实bet188娱乐城践”,m . Wang r . Chang许。汉斯出版社,2018
- 肋的高度应小于3倍壁厚。如果超过这个,肋骨应该发泄。
- 草案在所有肋骨和老板应该0.5°以上每一面允许弹射。
- 两根肋骨之间的跨度应大于2倍壁厚在肋骨基地。
的一个好方法隐藏一根肋骨的位置或老板放一个过渡承重墙相交的部分这样沉不明显(图9)。
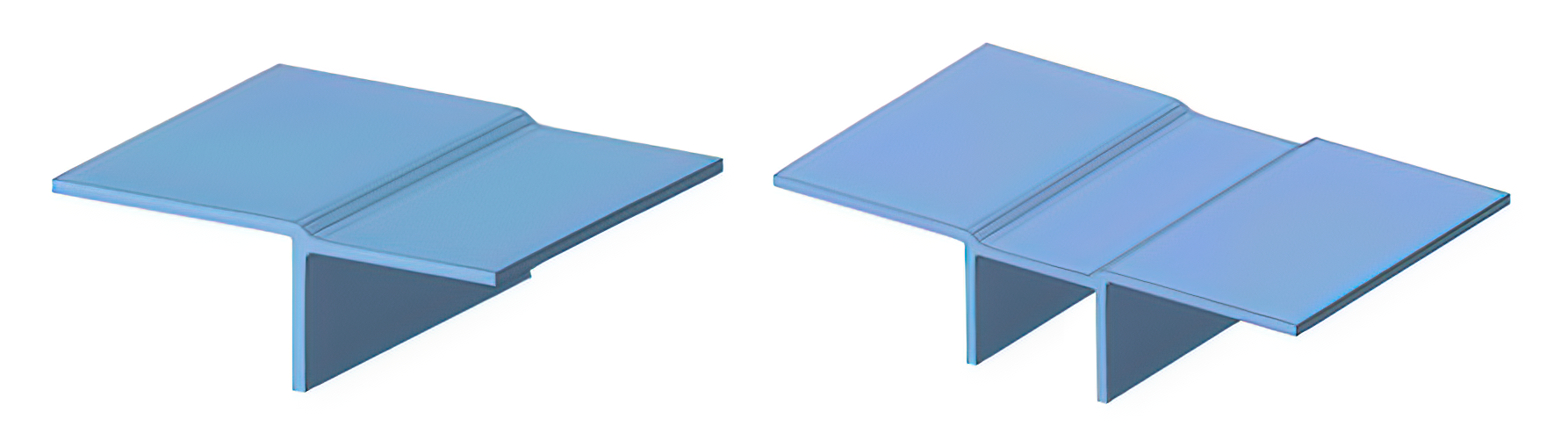
图9。藏一根肋骨的位置或老板在一个过渡防止难看的下沉。图片来源:“成型模拟:理论与实bet188娱乐城践”,m . Wang r . Chang许。汉斯出版社,2018
嘴唇和边缘设计
图10显示了一个完整的圆的边缘设计经常上指定塑料部件。大珠边缘形状不推荐作为rim通常是年底的流动路径和rim将很难填补和包装等。结果要么是一个空白,通常用无定形塑料、PS等的表面迅速冻结(图10-A1),或一个水槽,通常用水晶塑料、冻结速度较慢,预计仅塑料皮拉向中心,如图所示,如图10-A2夸张,。
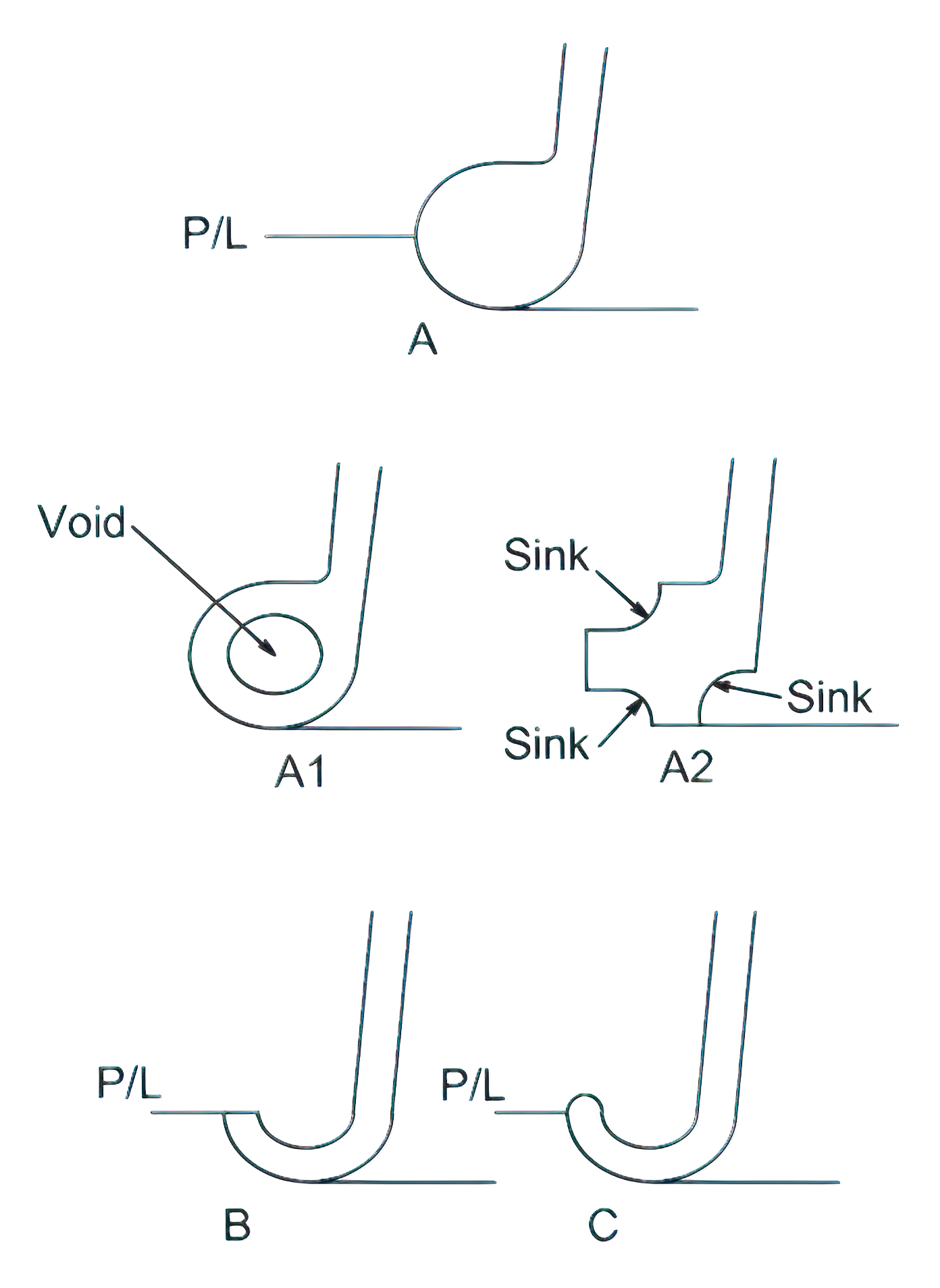
图10。大珠边流的末尾(A)可以产生空洞和下沉。修改设计B或C所示将避免这些成型问题。bet188娱乐城P / L =分型线。图片来源:“Catoen,注塑模具设计手册,“©卡尔•汉斯1 - bet188娱乐城2021年慕尼黑
此外,珠边尺寸很难控制在尺寸上,导致密封或健康问题与交配组件。更好的塑料零件设计将避免这样的大截面的流动路径。
设计如图10 b或C不会下沉的风险或空洞,将维稳定。设计B或C的一个额外的好处是,这些选项将使用更少的塑料和允许更快的周期,降低产品成本。
检查你的设计使用CAE流模拟软件
一旦你有修改部分和模具设计减少厚部分和改善转换部分,它是非常有用的(甚至bet188娱乐城是至关重要的)模拟灌装使用流建模软件的一部分。这些项目是非常有助于确保产生的模制品将填写你预期的方式。bet188娱乐城
程序能够识别任何潜在的问题,如填充问题,热点、翘曲、空洞和其他成型射出成型部分的问题。bet188娱乐城一旦您完成了一个可以接受的成型模拟和有一个从顾客批准的零件图,详细的模具设计bet188娱乐城过程就可以开始了。
相关内容
4钥匙模具制造操作成功,最新的模具设计技巧&更bet188娱乐城多
bet188娱乐城模具技术是加工今年开局强劲,模具设计技巧,主要考虑运行一个模具制造“业务”抛光指针肋骨和更多。看看我们列出的top-viewed文章从1月,看看抓住了你的眼球。
MMT聊天:模具设计学bet188娱乐城徒说出来
bet188娱乐城模具设计学徒Alex McClinton模具,加工和诺兰本笃分享他们的个人旅行的印象一个独特的模具设计学徒和他们的未来计划。这一集由伊斯卡与加工智能的新想法。
仿真是一个过程,而不仅仅是软件
模拟获得的好处,你必须把它作为一个过程需要你改变你的工作方式在部分和模具设计。bet188娱乐城
.jpg;maxWidth=970;quality=90;format=webp)





