

分享

精确的这部分是可能在机器测量和智能改性技术集成到控制的高速加工中心。图片来源,所有图片:针对北美
加工micron-level精密模具的第一次尝试是难以实现的。bet188娱乐城加工模具两个或两个以上的时间bet188娱乐城常常需要达到所需micron-level宽容。变量如加工环境,机器稳定,刀具磨损,精度和运营商经验影响micron-level加工的结果。
开场图片显示了一个300×195毫米(M333 HRC50)生产高速轧机用聚晶金刚石(PCD)刀具连续80小时。刀具磨损是小于0.8μm,实现镜子Sa在10纳米表面光洁度。



这个加工样品的精确配合求三个问题:
- 这些零件是如何加工?
- 他们怎么能如此完美地贴合在一起,分型线消失?
- 如何做到这点,没有二次操作?
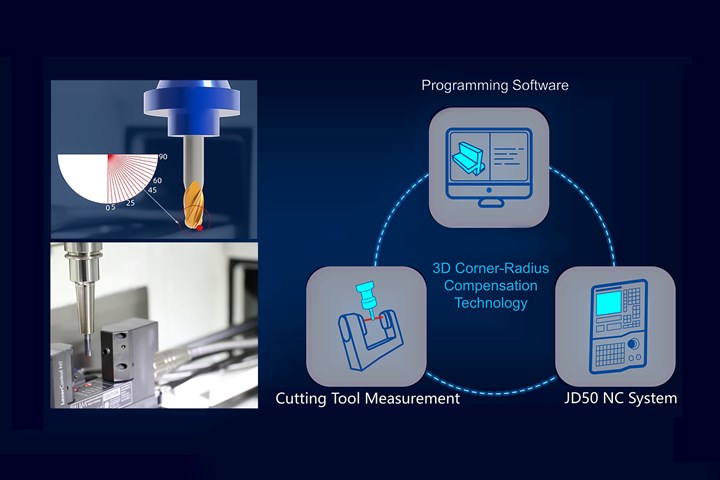
在机器测量和智能改性技术集成到控制高速加工中心是一种克服这些变量。这些函数识别和消除任何固有的偏差在关键加工元素,而收益率高效、稳定的micron-level精密模具加工。bet188娱乐城

在机器测量和智能修改这面镜子Sa在10纳米表面光洁度。
这是它是如何工作的以及如何考虑。
关键特征和功能
高速精密加工中心集成在机器测量和聪明的改性技术有一组测量系统在机器的控制。首先,测量分创建CAM系统。创建了项目之后,数控代码,测量分部分的实体模型文件导入到控制。操作员机器然后选择关键测量分一部分程序。实体模型的准确性热图文件出现在控制,它直观地指示符,如果是在公差内。
在机器测量和智能改性技术将传统的加工变成数字控制。
的数字处理能力高速加工中心的数控系统加工micron-level精密模具在一个传递成为可能。bet188娱乐城例如,适当的数字处理能力将获得从各种测量仪器和数据采集温度传感器组成一个闭环,在机器测量和智能修改功能,高效、准确地进行测量数控机床。就像拥有一个CMM内置高速轧机。
在机器测量和智能控制功能允许修改刀具轮廓测量。
关于部分尺寸测量,在机器测量和智能修改技术使用探测器执行初步加工工件的检验。像CMM,控制精度创建一个热图和通知操作员是否在规范的部分。操作员还可以导出的测量结果和热地图图像加工数据。
然后就是刀具,可以有一个固有的偏差之间的实际理论刀刀大小和数据在制造业。即使是最精确的切割工具有一个宽容。机械测量与智能改性技术与数控系统,操作员可以使用激光工具校准器来测量刀具的半径和固有的偏差执行多点补偿根据刀具的轮廓。每个工具3 d测量后,其实际值是自动存储在控制,产生更精确的加工结果。
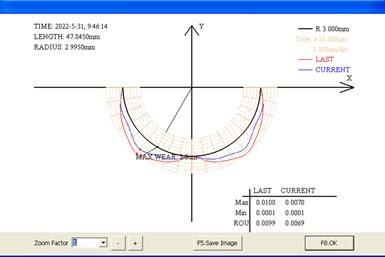
轮廓误差比较之前和之后的刀具加工。
操作员还可以测量刀具磨损在机器测量和智能改性技术,利用激光校准器测量工具由于磨损刀具尺寸的变化。如果穿超过一个特定的范围,特别是在加工过程中,需要进行相应的调整工作,确保刀具后消除了适量的材料。例如,控制了方向测量刀具的一个指定的时间后,如果穿比预期更重要,控制改变到一个新的刀具。
刀具磨损也会导致不均匀的表面光洁度,导致工件材料不符合加工模型。在机器测量和智能修改技术使用探针测量津贴根据设置值。然后检测剩余的表面地图股票实时输出。这个特性直接分析机床方面的检测数据。
 集成在机器测量和智能修改技术提供工件位置补偿。
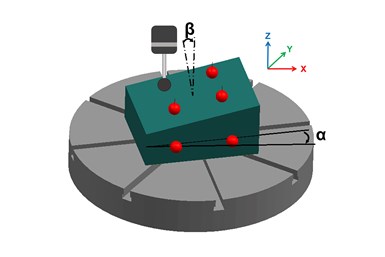
集成在机器测量和智能修改技术提供工件位置补偿。另一个挑战是手动调整工件的精确指标或缺乏经验的运营商,消耗的劳动时间和产生不准确的结果。高精度加工中心,自动调整工件在X, Y和Z的飞机更准确,减少设置时间。例如,建模功能,加工的工件坐标系定义材料提高了高速加工精度。
机床对热非常敏感,当执行精确的加工。在机器测量和智能改性技术可以使用探针和标准陶瓷球判断当前机床状态是否稳定,作必要的修正调整不理想的加工环境。
这些修改功能还在处理期间监测变化通过使用各种传感器内置的机床并通知操作员发现问题。警告防止机床工作处于不稳定状态,保持工件精度。
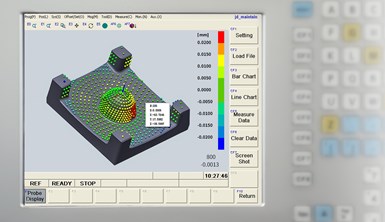
创建一个控制精度热图显示如果一个部分是在规范和加工数据可以导出。
bet188娱乐城模具加工的优势
高精度加工中心机械测量与智能改性技术可以实现稳定的加工micron-level模具的准确判断,补偿和纠正固有偏差等工具和材料变形错误。bet188娱乐城它还可以实现金刚石切割工具的长期连续处理和产生表面加工到纳米级别。
这种技术将传统的加工数字控制减少质量问题经验不足造成的运营商,节省时间当测量的机器上的零件,减少了外部固有偏差对生产的影响,提高商店的整体机床利用率。
确认:感谢您针对黄的杰森对本文的贡献。
相关内容
如何分析和优化切割条件减少周期时间吗
塑料注塑模具设计和制造公司将数控程序bet188娱乐城优化软件模块测试。结果是让人吃惊的。
高速加工硬化模和模具钢材:总概念bet188娱乐城
HSM硬模和模具钢材是一个证明的概念由几个组件—bet188娱乐城—所有导致的这些特定材料的加工。
从整体硬质合金可转位刀具许可证熄灯模具制造基地bet188娱乐城
直径较小的独特设计,可转位高饲料铣刀消除刀具破损,提高生产力,并允许熄灯模具制造基地。bet188娱乐城






