
热流道和阀门系统:一个模具制造团队bet188娱乐城
当使用热流道时,阀门提供了几个优点,包括更好的外观,安全性和整体更好的产品。阀门有几种类型,为您的项目选择正确的一种是很重要的。
#安全
分享











使用闸阀系统的决定可以出于不同的原因。在许多情况下,外观方面是重要的,这意味着应用程序需要在部件的可见区域上进行门控,并且带有几乎不可见的门控标记。所有其他门控方法导致不同程度的残留高度。
然而,具有低残留的门面积也可以通过使用常规的热流道系统.这可以通过较小的栅极直径或使用特殊技术来实现所谓的“冷残留”。传统热流道系统的问题是,加工条件的微小变化可能导致经过完美调整的残留很快再次超出允许的公差。因此,阀门系统在越来越多的应用领域中使用,因为它们对于上述变化的不太微妙的行为。



从技术角度来看,闸阀技术使低应力注塑零件的生产成为可能,几乎总是能满足极低残留的要求。bet188娱乐城因此,当采用阀门系统时,较低的应力程度变得相关。当使用闸板时,没有必要通过尝试实现较小的闸板直径来控制残留。小的浇口直径当然会导致更高的剪切速率,因此不可避免地导致更高的定向度。取向度高的区域会产生内应力,因此零件翘曲的风险很高。例如,对于弹丸重量为10g的零件,浇口直径为0.8 mm的局部剪切速率约为150000 1/s。采用针径为2.5 mm的闸板时,闸板区域剪切速率约为6000 1/s。
安全是使用闸阀系统时要考虑的另一个因素。例如,闸阀系统用于避免快速循环模具中的串线。bet188娱乐城当闸门内的熔体在给定的时间内没有机会正常冻结时,就会发生串线。这可能发生在快速循环的模具,以及大浇口直径或温度控制不当。bet188娱乐城采用闸阀技术,在大多数情况下可以避免串接。机械切断确保闸板始终正确密封,无论闸板直径大小。然而,在针直径非常大的情况下,即使是闸阀系统也会出现问题。当操作周期较短时,针在注射过程中会储存大量热量,从而在针区发生粘结效应。
使用闸阀还可以通过精确控制关闭时间来提高加工性能。当成型多点bet188娱乐城门控零件时,可以通过连续开针来避免流线的形成。通过使用这种方法,可以实现受控的熔体流动,从而可以避免流动锋面的正面相遇或将其放置在零件的不太关键的区域。
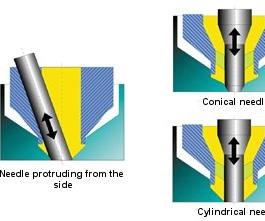
图1:门控变化
阀门系统门控变化
两个重要的密封原理已经建立了热塑性塑料的阀门系统的加工(见图1).其中之一是锥形针几何。在关闭过程中,锥形针移动到模具镶件中相应的浇口几何形状。bet188娱乐城在使用此原理时,必须限制针传动的关闭功率,以避免损坏模具镶件。bet188娱乐城当针管关闭时,熔体从缩小的间隙中被移出。
通常用圆柱形来代替圆锥形针。在这里,模具插入通bet188娱乐城常有一个锥形入口,进入一个短圆柱孔。圆柱形区域的熔体只有十分之一毫米,在关闭针头时必须将其推入零件。考虑到低熔体体积和收缩率,这通常不会影响成型部分。bet188娱乐城
从侧面以一定角度向浇口突出的针提供了一些优势,因为熔体流动在其打开位置仅被轻微阻塞。但是由于这种浇口方式的非对称布局造成了较高的磨损,这种方法并没有获得很大的市场接受度。
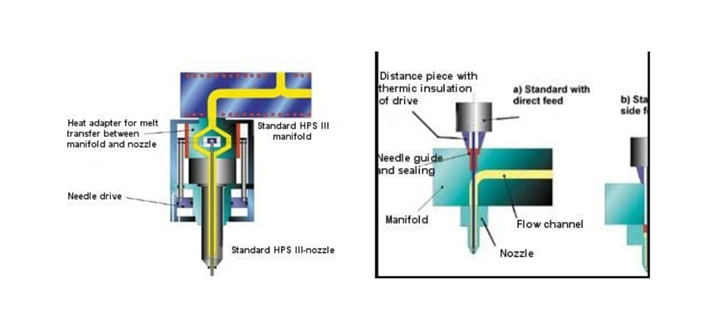
图2(左)、图3(右)
阀门系统与集成针传动
与标准设计相比,带集成针传动的直列式闸阀是一种通用系统(见图2和图3).由于喷嘴的结构,阀门闸板可以像“常规”热流道系统一样处理。如功能和安装位置说明所示,固定模半部分由普通卡模板、包含标准管汇的管汇框架板和喷嘴挡板组成bet188娱乐城(见图4).直插式闸板也可以作为独立的单喷嘴使用。在结构上不需要作任何改变。应用程序的示例显示在图5.
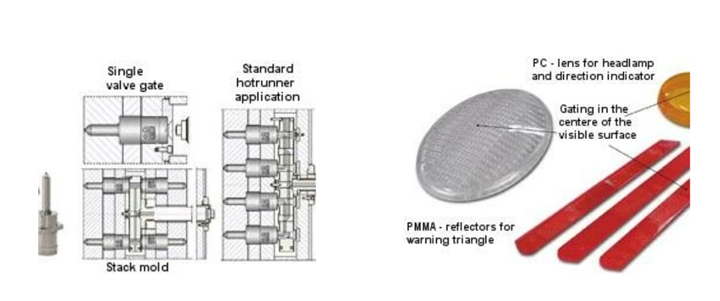
图4(左)、图5(右)
当用于堆叠模具时,直列式闸板具有决定性bet188娱乐城的优势。由于不需要将针驱动器置于歧管后面并引导针穿过歧管,因此可以实现完全对称的空腔定位。这意味着模具和机器的最佳利用。bet188娱乐城此外,两个相互完全相反的直列闸阀喷嘴可用于堆叠模具中的无泄漏熔融转移,而无需使用蓄能器腔。bet188娱乐城
在有深浸喷嘴的大模bet188娱乐城具中,必须使用很长的针。同时,喷嘴旋进歧管。为了确保在歧管加热和热膨胀时达到所需的针位,必须在系统寒冷或针卡或针导轨磨损时调整针位。这一问题可以通过使用带集成针传动的闸阀系统作为长喷嘴的最后一级来消除(见图6).闸板的位置在模具内固定,并有一根柔性管道将闸板与歧管连接起来。bet188娱乐城由于针形阀包含在阀门组件中,因此它的增长较小,不受流形增长等其他因素的影响。
标准闸板
当要求系统高度较低时,标准闸板非常重要。由于针传动装置位于夹紧板中,系统的总高度与正常的热流道系统相似(见图7).但是,当使用这种方法时,热流道系统的歧管必须专门调整到闸阀系统。必须提供额外的密封元件或至少为针提供间隙孔。间隙孔必须定位,使他们不干扰熔体通道在歧管。在这种情况下,带针传动的直列闸阀喷嘴可以机械、液压或气动操作。
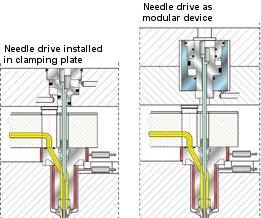
图8:同轴阀闸板内的熔体控制。
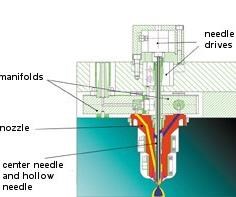
图9:同轴针阀喷嘴的芯背技术,用于生产双层杯或三明治杯。
用于多组件应用的闸阀
同轴闸板是利用标准闸板的原理开发的(见图8).该技术允许通过一个注入点注入两个组件。两个组件可以同时注入,也可以延迟注入。考虑到模具技术,以下层配置是可能bet188娱乐城的:内/外层或外/内层(简单层)或外/内/外层(夹层)。如图所示,这两种配置都可以用相同的测试模具制成杯子bet188娱乐城图9.特别是在多型腔模具中使用夹芯法直接浇注的可能性,开辟了广泛的应用领域。bet188娱乐城例如,生产具有阻挡层的预成形件或生产具有厚壁的部件(泡沫核心部件以平衡收缩)是可能的。内层和外层使用不同结构的材料,有助于创造特殊的触觉外观。如图所示,一个例子是在四滴模具中生产tpe移位旋钮bet188娱乐城图10.
此外,同轴阀闸板也适用于部分热流道解决方案。例如,有不同的方法,它可以作为一个机器喷嘴。第一个是作为“通用单喷嘴”在一个额外的机器板内的应用。这种配置允许通过使用标准双组份机器与传统流道解决方案(三板模具)相结合来生产夹层部件。bet188娱乐城在这种情况下,该零件以及冷流道系统必须有足够的尺寸,因为由于所谓的“夹心板”,模具日光宽度的很大一部分不能被利用。bet188娱乐城

图11:同轴阀闸板作为机器喷嘴
当使用双组份机器喷嘴时,这个问题就消除了(参见图11).在这种情况下,必须使用具有特殊配置的机器,因为两个喷射单元必须与同轴阀闸板喷嘴连接。同轴阀闸板系统便于同时注入两个组件。通过调整注入周期的同步相位,可以改变岩芯组件的穿透。通过如上所述的机器配置,两个注射单元都可以独立用于标准注射成型。bet188娱乐城对于必须用两种不同颜色模压的物品,只需一次就可以完成bet188娱乐城颜色的变化。
当然,双组份成型也可以用“传统的”闸阀系统来完成。bet188娱乐城通常使用的方法之一是转移方法,需要一个转盘或处理系统。另一种方法是核回法。两者很少用于层配置,但主要用于生产带有额外密封唇,握持区域和两个相邻定位的彩色区域或注入聚合物窗口的物品。
相关内容
原型的四个关键用途
原型设计有助于评估和测试设计,明确生产成本,销售产品和获得专利。
热塑性塑料的变形模具bet188娱乐城:成功的因素
为热塑性模具或模具选择纹理或晶粒时要考虑的因素。bet188娱乐城
热流道系统的7个主要优点
虽然热流道系统和冷流道系统都有各自的优点,但考虑到设计灵活性以及减少循环时间和成本,热流道系统可能是更好的选择。





