

这种紧凑的内部阀门喷嘴与无冷却,o形环内的执行器的组装,使自己的各种应用。

这些阀阀熔体转移喷嘴消除流口水从浇口棒。
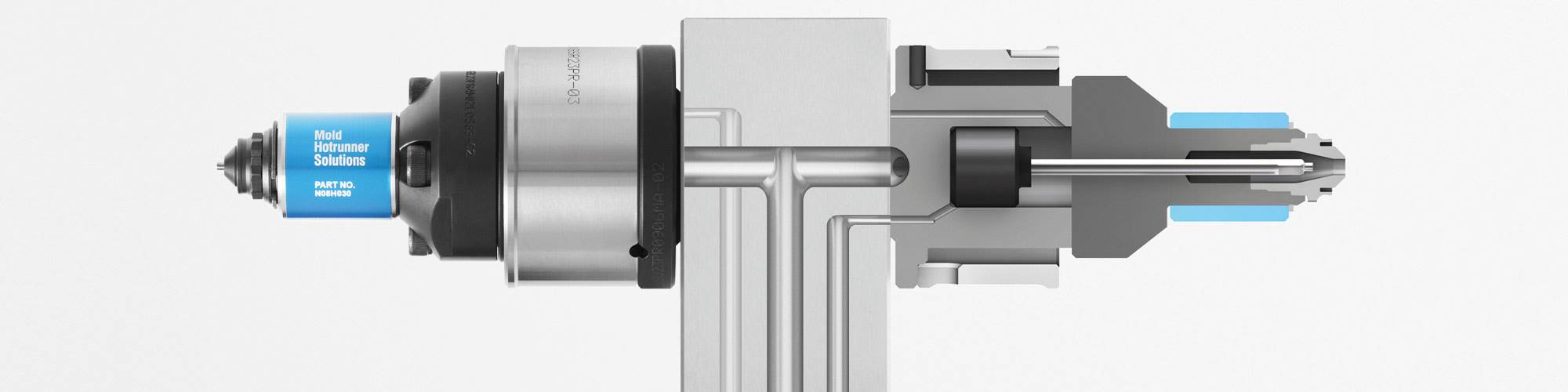
图片由MHS热流道解决方案公司提供。

先进的执行器,无冷却,无o形环设计,提供极高的耐久性(数百万次循环,最高可达450°C)。

内部闸阀喷嘴的堆叠高度较低,可以使工具更小、更轻、更便宜。

与96腔单面模具相比,这种内置阀口喷嘴的48+4bet188娱乐城8腔堆叠模具可以在更小的成型机上运行,从而减少碳足迹,增加节能。

64+64腔阀门叠模现在是可行的,经济上是可行的,使用内部阀门喷嘴bet188娱乐城。
分享
尽管有一些热浇口(热尖浇口)的缺点,许多模具建造者仍然喜欢热浇口高空化模具。bet188娱乐城在循环过程中“关闭”热栅需要在热流道喷嘴产生的热量、聚合物产生的粘性热量和门插入物提取的热量之间保持平衡,这样聚合物在尖端融化后才能正确凝固或冻结。
处理器必须在每个模腔的每个周期中达到这种平衡。bet188娱乐城如果门太热,材料就会串起来或流口水。如果浇口温度过低,可能会导致注射延迟或注射压力激增。有可能在一个循环中,模具中的一些浇口太热,而另一些浇口太冷。bet188娱乐城也有可能,在一个周期中太冷的闸门在另一个周期中太热。精度和控制永远不能百分之百保证,因此不推荐这种方法用于完全自动化的过程。



此外,在多腔热门控模具的每个门内形成的冷段塞可能不会同时释放,导致模具内的填充不平衡。bet188娱乐城填充平衡模式可以随周期而变化。试图解决高空化、热门控系统中的填充问题,有时感觉就像在玩“打地鼠游戏”。填充不平衡会导致过度包装,短射和翘曲,这将显著增加废品率。废品率甚至在热门控,高空化堆叠模具由于流口水从浇道棒。bet188娱乐城阀门可以帮助消除这些问题。
背靠背配置的阀控叠模(48+48腔和bet188娱乐城64+64腔)现在在经济上是可行的。
A闸板解决方案
阀门门控热流道系统中的闸门通过阀门销和执行器开启和关闭,这使得每个循环的工具和工艺设计一致且可重复。然而,一些模具制造商在高空化bet188娱乐城模具中回避阀门,主要是因为传统阀门式热流道的高资本和维护成本。阀门系统也需要更多的堆叠高度,这进一步增加了模具的成本。bet188娱乐城设计人员很少在堆叠模具中使用阀门,因为需要容纳阀门执行器的中心块的堆叠高度过高。bet188娱乐城
设计不良的阀门系统和操作人员的错误也导致了m的问题年纪大。佛以下是一些例子和建议的解决方案。
- 如果操作人员忘记打开冷却或由于磨损,o形环可能在操作过程中被“煮熟”或损坏。无o形环驱动器避免了这个问题。
- 冷却电路可能会堵塞,而无冷却执行器消除了这个问题。
- 工具中设计不当的空气或液压回路,例如在一个回路上有太多的执行器,可能会导致滞后。电路中执行器的数量应尽量减少。
- 阀组放置在离工具太远的地方会导致滞后。阀组位置尽可能靠近模具,空气管路/油路设计尽可能短。bet188娱乐城
- 如果熔体压力过高,阀门销可能无法关闭。设计执行器、流道和阀门销直径,以确保在循环过程中闸门可以关闭。
- 阀门销在高压下会偏转。计算阀门销偏转,设计阀门销总成,使阀门销偏转最小化。
- 锥形闸门可能不会在每个周期中以相同的方式关闭,因此尽可能使用圆柱闸门,因为它们在关闭时引导引脚保持一致性。
先进的闸阀技术可以帮助克服这些限制,并帮助解决与热闸阀相关的问题,通过给予模具更多的控制,更好的零件质量和更高的工艺效率。bet188娱乐城
紧凑的内部阀门。传统的阀控式热流道使用气动或液压缸,这使得组件体积庞大,增加了所需的堆栈高度。电动执行器也有几个缺点,使它们不适合堆叠模具,包括热敏性。bet188娱乐城由于气缸位于喷嘴组件内,因此先进的内置闸阀喷嘴无需笨重的执行器,大大降低了所需的堆叠高度和模具成本。
该喷嘴内部的执行器不需要o形圈或冷却,这不仅降低了阀门门控的维护成本,而且还允许它们用于高温应用,在450℃下加工PEEK等材料°C.这种设计使制模者能够在各种应用中使用它们,bet188娱乐城从64+64腔堆叠模具到微成型。
高级执行器的设计不需要o形环。与电动阀门和传统气缸在极热的工作环境中可能失效不同,这些先进的执行器可用于在高达450°C的温度下加工高性能树脂。
无冷却,无o形环阀门。维护是传统阀门系统的一大问题,因为执行器需要定期更换o形环,从而导致停产。高级执行机构的设计不需要O-rings。与电动阀门和传统气缸在极热的工作环境中可能失效不同,这些先进的执行器可用于在高达450°C的温度下加工高性能树脂。
带有阀门的堆bet188娱乐城叠成型。由于传统执行器的设计不允许背靠背配置,并且显著增加了模具中心块的厚度和重量,因此bet188娱乐城阀门不常用于堆叠成型应用。由于执行器位于喷嘴组件内部,内部阀门喷嘴设计使铸模机能够使用背靠背配置。bet188娱乐城它还显著降低了模具的堆叠高度,降低了模具成本和模具的整体尺寸和重量。bet188娱乐城大的内部阀瓣喷嘴允许阀瓣到阀瓣的熔体传递,消除了与传统浇口棒相关的流口水。背靠背配置的阀控叠模(48+48腔和bet188娱乐城64+64腔)现在在经济上是可行的。
在高空化封闭应用中,制模商试图推动循环时间的限制,零件的下落高度变得非常重要。bet188娱乐城零件弹射的时间非常少,弹射过程中可能会出现问题。从上半部分弹出的部件可能会干扰从下半部分弹出的部件。48+48叠模或64+64型bet188娱乐城腔叠模相比72型腔或96型腔单面模具的落料高度会更低,从而使出模不那么复杂,速度更快。与72腔或96腔热门系统相比,48+48或64+64腔阀门系统更容易实现高度的填充平衡。
同样,一个与96腔单面模具相比,内bet188娱乐城置阀口喷嘴的48+48叠模在更小的成型机中运行,这意味着更小的碳足迹和更高的节能。
随着高空化成型行业的竞争越来越激烈,制模商必须bet188娱乐城找到高空化、热门控模具的替代品,这种模具会产生废物。先进的阀门技术将使制模商更好地控制灌装和包装过程,并帮助他们实现更高的工艺一致性,bet188娱乐城更高的能源节约和更低的报废率。
更多信息
作者简介
维贾伊Kudchadkar是a应用工程师bet188娱乐城Mold Hotrunner Solutions Inc.
相关内容
热塑性塑料的变形模具bet188娱乐城:成功的因素
为热塑性模具或模具选择纹理或晶粒时要考虑的因素。bet188娱乐城
如何处理石墨尘(上)
综述了处理石墨粉尘的特点及注意事项。
维护电火花线切割机
为了在一致、可重复和可靠的基础上实现电线电火花加工的最终能力和生产力水平,定期维护是一项必要的任务。




