

图1。这些流形CAD模型显示了对八滴系统进行分析的直线和曲线设计。数据由HTS International提供。

图2。这些图表显示了直流形(左)和弯流形(右)的填充分数与停留时间的关系。仿真结果表明,曲线设计的停留时间是均衡的。

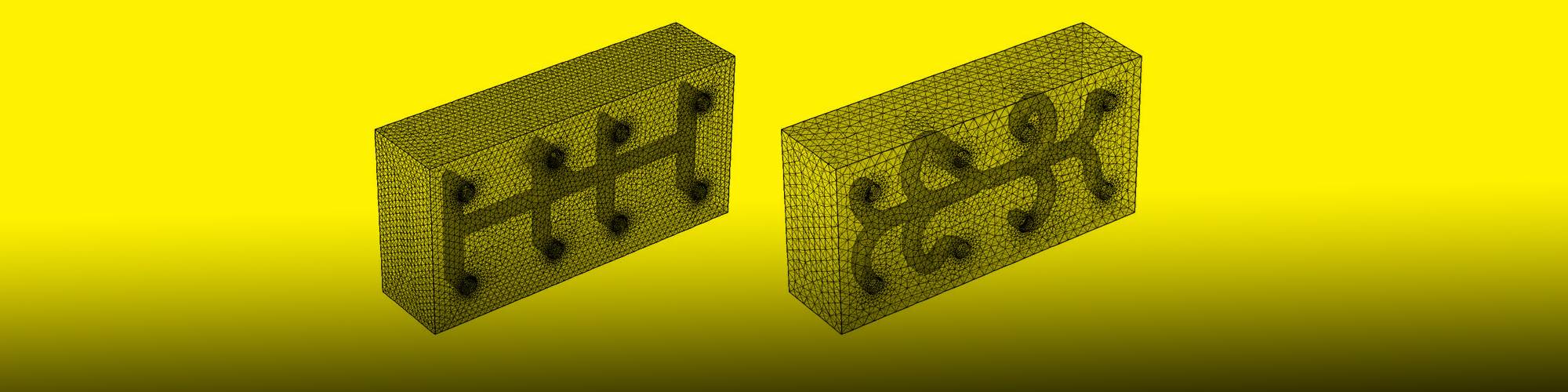
图3。这些图像描述了直流形(左)和弯曲流形(右)设计在100毫秒内的表面浓度模拟。直线型设计显示内滴在外滴之前被填充,内滴尖锐边缘处未被填充。

图4。这些图像描述了直流形(左)和弯流形(右)设计在200毫秒的模拟时间内的表面浓度。曲线设计显示所有液滴都已完成填充,而直管汇设计的外部液滴仍在填充。
分享
热流道流道设计对注塑模具的运行至关重要,影响着换模时间、零件质量甚至模具中可能掉落位置的数量。bet188娱乐城推进歧管设计的关键是能够在钢块中制造和实现弯曲通道。
交叉钻孔和堵塞一块钢可以产生最简单的歧管。先进的歧管可能使用钎焊插头插入圆角内部或两件钎焊歧管实现弯曲的内部通道没有插头。然而,桥塞是一个复杂的解决方案,仍然会留下阻力点。钎焊板可以成功,但它们有有限的尺寸和潜在的质量问题,因为钎焊接头的弱点(基本上是一种金属“胶水”)。歧管通常承受模具或热半部分的最高温度和最高压力,因此钢强度对于保持热半部分的机械完整性至关重要。bet188娱乐城



根据橡树岭国家实验室(ORNL)和HTS国际公司最近的一项研究项目,由ORNL的Prashant K. Jain博士和John a . Turner博士领导的模拟工作,金属增材制造(AM)生产的弯曲流形通道设计是一种新方法,能够在不同的滴入位置实现更好的填充平衡(或均匀的聚合物停留时间)。研究结果意味着更快的颜色变化,提高热流道系统的稳定性和降低压力要求。混合金属增材制造设备使H11, H13和420 SS变体部件的光滑内部表面光面成为可能。混合AM涉及在层堆积过程中的加工步骤,这提供了优越的表面光洁度从动力床工艺的标准印刷完成。
迄今为止,金属增材制造已经生产出了先进的弯曲流形H11(1.2343),占地面积为600毫米乘400毫米。这比使用钎焊技术生产的前几代弯曲歧管的尺寸大3到5倍。
金属增材制造生产的弯曲流形通道设计是一种新方法,能够实现更好的填充平衡。
这项研究始于2017年,旨在了解并发布适当的热流道流道设计指南。这些指南与热流道歧管结构相关,与制造方法无关。本文总结了一些基本发现,展示了钻孔直管汇设计与弯曲通道设计之间的巨大差异。
假设。本研究假设聚丙烯在均匀温度下熔化,即250°C(正负30°C),并且聚丙烯具有牛顿层流。压力边界在进口为每平方英寸10千磅,研究使用等温钢管汇进行。
弯曲流形(见图1)设计为等流道长度。其他参数也可以优化,包括压降和停留时间。模拟结果非常显著:聚合物在不同流道上的停留时间(或聚合物在流道上停留的时间)几乎相等。在外部通道中的停留时间从400毫秒减少到200毫秒(参见图中的标记位置1和4)图2),而在内部通道中的停留时间从100毫秒增加到200毫秒(见图中图间标记位置2和3)Figure 2).
阅读:Amerimolbet188娱乐城d Action 2019
通过标准化的表面浓度剖面,进一步验证了与常规管汇相比,弯曲管汇中的填充剖面是相同的图3及4).虽然所示的实例代表了流形设计的两个极端,但消除流形通道形状限制的好处是显而易见的。对于多型腔模塑机来说,采用金属AMbet188娱乐城的新生产能力可以设计出密度更高的注塑浇口,并简化流形组合。对于单腔模塑机(如许多汽车模具),这bet188娱乐城些新功能能够在复杂的安排中战略性地放置液滴。
这些优点是由于在开发时不考虑交叉钻纹,而且弯曲的通道可以增加路径长度,从而减少靠近集管入口的滴眼面积。弯曲通道还可以缩短距离歧管入口较远的液滴路径长度。最后,单个流形体中的弯曲通道降低了堆叠高度,而不必在大容量工具中堆叠对称钻孔的流形,以实现均匀的通道长度。
关于贡献者
威廉·塞姆斯博士
威廉·塞姆斯博士是HTS国际公司的首席执行官。
相关内容
原型的四个关键用途
原型设计有助于评估和测试设计,明确生产成本,销售产品和获得专利。
全球快速加工方法
在短期内,间接RT方法将继续蓬勃发展,因为这些方法是最发达的。然而,从长远来看,公司将倾向于直接使用工具的方法。
bet188娱乐城模具冷却方案
一看三种选择集成共形冷却到核心或腔,重点是真空钎焊。




