
EDM石墨与铜电极材料应用程序,第1部分
如果你长期被撕,未解决的争论石墨或铜是一种更好的EDM电极材料,以下是一些注意事项确定成本差异,细节和性能来帮助你选择合适的材料电火花加工应用。
分享
这是第一部分两个系列的一部分
有一个长期存在的,未解决的争论石墨或铜是一种更好的EDM电极材料。偏好是任何一个地理区域中最总是相同的。在北美,首选已经从铜到石墨电极材料。在欧洲和亚洲,许多人认为,铜是最好的材料。



毫无疑问,石墨电极材料使用的主要是在美国,至少有95%的电极在哪里生产这种材料。稳步增加石墨在欧洲使用在过去的十年已经导致了铜石墨电极材料的比率为75%至25%。亚洲之前,估计45%的石墨和55%的铜。也许是时候仔细看看这两个材料识别的差异,帮助你选择一个最适合于您的EDM应用程序。
电极材料的考虑
材料种类
石墨生产范围广泛的材料特性,使您与电火花加工的电极材料性能的应用程序。不是应用程序与电极特性,比如一个大半径,一个开放的公差或最低EDM要求使用一个economically-priced石墨材料与大颗粒和较低的优势。然而,一个非常详细的电极与关键特性,极端的公差和严格的EDM要求需要更优质的石墨适合这个应用程序的需求。
另一方面,由于所需的高纯度值高效电火花,铜市场上可用的类型和EDM应用程序中使用是有限的。这种最小化的能力匹配材料电火花应用程序特征。最常用的类型是电解铜和碲铜,稍有不同的元素组成和都塑造成固体。
成本
铜材料通常被认为是一种商品,可以低成本比散装或石墨空白阶段。许多石墨材料被认为是特种材料,因此,可以更昂贵。此外,铜是可回收的,而石墨的再生能力是有限的。然而,随着石墨材料的广泛可用在当今市场上,可以找到一些劣质EDM成绩比铜更经济。建立铜与石墨的真实成本,加工电极的价值也必须加以考虑。即使有更昂贵的石墨材料,加工成本通常抵消任何储蓄用铜来实现。
例如,引用最近请求为一个简单的电极空白顶部和底部的地面完成。铜的报价收到了4.68美元每立方英寸,而优质的石墨报价每立方英寸,6.80美元,或45%更昂贵。然而,当加工一个简单的成本,完成电极包括,这个故事改变了。在这种情况下,完成了石墨电极引用每个15.50美元,而铜电极(“无氧”)95美元。由于软,韧性特点的铜,它通常是粘性的,和传统的加工实践(如饲料和速度)必须改变以适应。这可以减轻与碲铜、但是可能危及电火花加工性能。另一方面,石墨不黏,通常可以很容易加工。然而,加工石墨产生明显的灰尘,它必须通过一个有效的收集与HEPA-type过滤真空系统。
细节
在电火花加工应用中,电流趋向于集中在锋利的棱角。铜的低熔点不允许它来处理电流密度和石墨一样有效,所以功能在一个铜电极必须相似的细节。这不是明智的EDM不同细节相同的铜电极。这是因为高效电火花电极细节所需的更高的电流超过当前允许更小的细节。
铜电极,高电流密度更小、更复杂的细节增加了电极磨损。同样,当加工复杂的细节或电火花在高电流密度,铜电极可能移动或flex材料压力是松了一口气。这限制了能力保持非常紧密的公差要求在许多今天的模具。bet188娱乐城在高电流密度石墨执行很好即使复杂的几何形状。石墨电极允许高效电火花,即使在同一电极不同的细节。因此,执行工作所需的石墨电极数量可以显著减少。
 图1显示了结果通过一个商店,结合多个电极细节到一个石墨电极代替多个铜电极。这个模具需要超过100铜电极来完bet188娱乐城成工作,而少于30石墨电极是必需的。此外,与金属电极,加工过程产生毛边或“毛刺”,必须被删除。去毛刺过程通常是由手工完成。石墨,没有毛刺在加工过程中创建,去毛刺一步是消除。
图1显示了结果通过一个商店,结合多个电极细节到一个石墨电极代替多个铜电极。这个模具需要超过100铜电极来完bet188娱乐城成工作,而少于30石墨电极是必需的。此外,与金属电极,加工过程产生毛边或“毛刺”,必须被删除。去毛刺过程通常是由手工完成。石墨,没有毛刺在加工过程中创建,去毛刺一步是消除。电火花加工性能
金属切削率
电极材料的热物理性质确定其处理能力的能量电火花切割和去除金属。在产生火花,峰值电流放电后电极和工件之间的差距已经被电离。在这一点上,电极发射电子碰撞的分子电介质。因此,液体蒸发,形成一个能量通道,允许的火花。要实现这一目标,必须足够热电极材料电子吸收足够的能量来逃避工作和创造的能量通道。
对铜电极释放电子的差距,温度必须足够高的这些电子吸收足够的能量。1因此,这些高温燃烧的一些铜电极。为了生成这些热量,时间铜电极通常远高于石墨电极。然而,由于碳,石墨电极能够发出这些电子以低得多的温度,不需要时间的延长电子释放,创造能源通道。因此,形成能源通道所需的时间更少。自石墨初始化火花更快、更高的金属切削率结果。
穿
电极磨损是一个常数担忧因为过度磨损导致增加电极或电极纠正。石墨能够实现电极穿不到1%在机器参数与切割的深度要比铜电极的攻击性更强。这是通过一个金属堆焊过程中熔融粒子的工件可以渗透到石墨电极的结构和减少磨损造成的EDM过程。大多数标准工作金属的熔化温度edm大约是1500°C。这超过了铜、1100°C左右。任何熔融粒子被驱逐出电火花切割可能会携带一个热电电荷和温度,不允许他们贴上铜电极。在这种情况下,熔融粒子可能是产生二次放电和侵蚀了铜电极。
这意味着高安培数和长时间的粗选条件和金属堆焊过程实际上保护石墨电极,但不利于铜电极的侵蚀这些设置。相反,在最后阶段,较低的安培数和短按时,石墨电极的磨损速度比铜的倾向。然而,由于电极磨损是材料去除量的比率在电火花切割、石墨或实际的磨损铜电极是最小的在最后阶段,有时不可估量的。
表面光洁度
因为它是扮演一个固体没有孔隙,不用说,铜电极表面装饰提供非常好。然而,今天的EDM伸卡球技术的成熟,表面光洁度的石墨和铜之间的差距已经明显缩小了。精密石墨电极现在能够提供与可比铜电极磨损表面加工相似。用适当的电极材料选择和机器参数,石墨能够实现镜子附近完成没有粉添加剂的使用和镜面抛光添加剂。
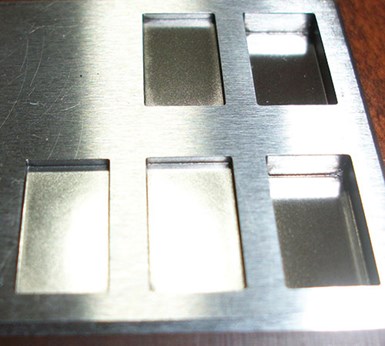
图2 -一个很好的表面光洁度可以实现用一个合适的石墨电极材料和适当的机器参数。
图2显示了EDM削减测试测量0.260×0.510英寸。右边的两个口袋被加工深度的0.100英寸8 VDI完成使用标准石墨和电火花技术没有粉添加剂。这是一个非常好的完成精密石墨。虽然铜可以实现更精细的表面装饰(0 VDI),他们不是经常在电火花加工要求。细表面加工通常是通过一个post-EDM抛光过程,不管所使用的电极式。
总结
进行测试烧伤和跟踪结果将帮助确定货币的影响,对EDM电极材料的应用程序。本文的第2部分将审查电火花测试的结果进行了石墨和铜,并披露成本为每一个底线。所有这些信息,你就可以做出明智的决定电极材料类型最适合一个特定的EDM应用程序。
相关内容
2021采购与技术指导:电火花
EDM指的是线,伸卡球和小孔电火花加工。组件包括驱动器,发电机、编程、冲洗、电线、电极、石墨、过滤器和液体。
2022采购与技术指导:电火花
EDM指的是线,伸卡球和小孔电火花加工。组件包括驱动器,发电机、编程、冲洗、电线、电极、石墨、过滤器和液体。
五轴用自动化去瓶颈电极石墨磨加工
五轴切割使首选工具EDM电极复杂内部螺旋几何插入,否则将不得不被外包。






