
如何选择合适的硬质合金刀片
在过去的十年里,硬质合金刀片可用涂层的菜单已经扩大了十倍。选择切削力低、切削动作平稳、表面光洁度好、刀具寿命长的刀具成为用户的两难选择。
#基础知识# conformalcooling
分享
为模具和模具选择最有利的模具材料已经成为与模具本身设计一样复杂的因素。bet188娱乐城使用新1188betasia 例如,新的更硬的材料涂层、预硬化材料和模具中材料的组合继续使制造工程师选择最佳材料的能力复杂化bet188娱乐城1188金宝搏亚洲 因为它涉及到材料的加工能力,硬度和理想的表面光洁度。再加上更新的高速机床、新的油雾和干式加工技术,以及更好的表面光洁度要求,你已经为模具制造商制造了一个真正的刀具刀片选择“困境”bet188娱乐城(见图1).

图1:当今一些不同的硬质合金和陶瓷刀具刀片的分类。
大多数模具bet188娱乐城制造商没有奢侈的加工实验室,甚至没有时间对不同的切割参数进行加工评估。短交货期和精密加工定义了工作。



新型插入式刀具设计,特别是铣削,提高了快速有效地粗制模具型腔的能力,并执行模具的方型和轮廓以及轮廓和精加工。bet188娱乐城多功能铣刀的发展,可以使用各种不同的插入风格的几何形状,现在可以使用一个刀具进行所有类型的铣削,提供了更大的灵活性和更低的成本。一些新的模块化铣削系统设计甚至允许用户简单地改变铣削头的变长适配器柄,以提供多功能性。随着新的“收缩配合”刀柄技术的加入,利用感应加热的性能优势,刀柄和收缩配合刀具,深腔刀具的同心度和刚度得到了极大的提高。这些进步为模具制造商提供了比以前更好的金属切削选择。bet188娱乐城但是,当所有这些都说了,做了,它是硬质合金刀具刀片,真正使它工作。这里的选择可能是压倒性的。例如,碳化物刀片制造商拥有20多种不同的碳化物基板牌号,这些基板可以涂覆氮化钛(TiN)、碳氮化钛(TiCN)、碳化钛(TiC)、氧化铝(Al2O3.)、碳氮化锆(ZrCN)、氮化铝钛(TiAlN)或氮化铝钛(AlTiN)。这些涂层可以单独应用,也可以通过物理沉积工艺(PVD)或化学沉积工艺(CVD)组合应用,甚至可以通过多层CVD工艺(允许沉积多达70层超薄层)应用。
涂层确实显著提高了耐磨性,增加了刀具寿命,并实现了更高的速度和进给量。PVD和CVD涂层是根据沉积加工温度来区分的。PVD工艺是一种温度较低的工艺,可提供更细的抗裂涂层晶粒结构,具有低摩擦系数。因此,pvd涂层刀片可以有更锋利的切削刃。
现在在列表中添加几个陶瓷等级,很容易看出正确的选择是如何成为一个真正的噩梦。因此,重要的是首先要考虑插入故障发生的位置和原因,以及加工不同模具材料的一些应用基础知识。bet188娱乐城对于特定插入类型的建议可以作为一个很好的起点。
工具故障分析
模具制造中使用的刀具刀片的主要失效条件是热裂,其次是裂纹周围的侵蚀,工件材料的堆积(类似于刀具刀片边缘的材料焊接),最终边缘剥落。bet188娱乐城H11、H13、D2、A2工具钢等工件材料促进了刀具热裂纹和削边。
在加工过程中使用冷却剂和高进给量会加剧热裂纹。传统的cvd涂层硬质合金工具在抗热裂纹方面往往受到限制。传统的CVD涂层如TiC, TiCN和TiN提供有限的热障性能,但具有高稳定性,抗氧化性和耐化学性。艾尔2O3.或氧化铝3./ ZrO2复合氧化物涂层提供增强的化学耐磨性以及热障保护。与这些类型的涂层妥协是他们的有限断裂韧性性能。在高温(~1000’c) CVD涂层中,拉伸应力通常更高。

图3:多层MLCVD TiN/ ticn涂层硬质合金显微照片。这是一种非常坚韧的基材,涂层有62层交替超薄的氮化钛和碳氮化钛。这种涂层可以抵抗微裂纹的扩展,延长,更可靠的工具寿命。
中等温度(~850’c)的多层MTCVD涂层,如TiCN或ZrCN,具有较低的拉伸应力值,与氧化物涂层组合使用时,更适合结合断裂韧性、耐磨料磨损、耐化学磨损和抗热裂性能(见图3).
在过去的五年中,使用基于TiAlN成分的PVD涂层取得了巨大的优势。这些类型的PVD涂层具有高抗氧化性、高化学稳定性、高热硬度和增强的热障性能,有助于在高速(1000至1500 sfm)干式加工应用中使用。毫无疑问,PVD TiAlN涂层的使用提高了加工生产率(见图4).

图4:TiAIN pvd涂层硬质合金的显微照片,具有优异的耐磨性和抗弹坑性。
bet188娱乐城模具材料
因为铣削占了模具加工的大部分,所以最好把重点放在当今一些常见的模具材料上。bet188娱乐城此外,大多数硬质合金刀片制造商在硬质合金等级和涂层方面都有类似的产品,因此这些描述在本质上是通用的。然而,顶部形状的几何形状通常在不同的制造商之间是不同的,并且某些几何形状确实比其他几何形状表现得更好。
铝
铝是塑料成型工业某些部分的首选模具材料。bet188娱乐城金属去除速度可以比加工钢材快8到10倍。近年来,铝生产商开发出了更好的高强度材料,其硬度特征在158至168布氏硬度之间。在铝表面加工非常光滑的表面是很困难的,因此抛光成为最终工艺中的一个重要操作。
一般来说,铣削铝需要C2硬质合金等级的粗加工和C3精加工。这些是中等晶粒的通用铣削牌号,具有优异的耐磨性,适用于需要锋利边缘的粗加工应用。从700到2000 sfm可以实现每齿进给。004到。014。此外,TiC/TiCN陶瓷等级是需要良好边缘强度和润滑性的变形铝材料的理想选择。从1500到2500 sfm可以实现这些类型的陶瓷刀片。对于端铣刀和面铣刀,每齿进给通常在每齿0.006到0.014英寸之间。插片设计应具有良好的正前倾角,以确保切屑尽快离开切削刃(见图5).
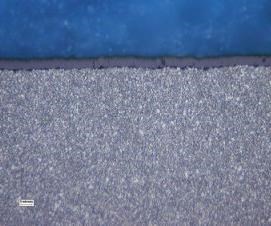
图5:金属陶瓷衬底显微照片。这是一种中等负荷的金属陶瓷铣削等级,具有良好的边缘强度和润滑性,适用于轻粗加工到钢,不锈钢和球墨铸铁的精加工操作。它是优秀的软,粘性材料,锻造和铸造铝。
在大多数情况下,非涂层碳化物等级是所有的要求。铝很容易切割,任何类型的涂层为提高磨损寿命所增加的费用通常都很难证明是合理的。
然而,当进行非常高速的加工时,PCD刀片用多晶金刚石钎焊是首选的刀片,因为可以在高速下生产出优异的光洁度。
铍铜合金
模具用铜基合金材料在导热特性方面给模具制造商带来了许多积极的好处。bet188娱乐城它们的硬度也可以在10到40 Rc之间,几乎是铝的两倍。然而,适用于加工铝的C2碳化物等级也适用于这里。粗加工和精加工的建议进给量和速度都要少一些。大约330到660 sfm是现实的,每颗牙齿的饲料为0.003到0.008英寸。同样,推荐至少有7度正前倾角的插入设计。
P20工具和模具钢
这是一种常用的模具钢,通常与铬,镍和钼合金。bet188娱乐城它通常经过硬化和回火处理,硬度均匀,约为32 Rc。非常光滑的表面抛光可以实现与P20钢。然而,根据加工变量和所需的表面光洁度,可能的插入等级和涂层的菜单会扩展。某些类型的涂层镶件或金属陶瓷可能是最好的解决方案,因为可以达到更高的进给速率。C5和C6碳化物等级建议用于粗加工,C6和C7用于精加工。需要一种良好的抗冲击碳化物基板——一种能很好地与CVD TiN涂层结合以获得润滑性和耐磨性的基板,或多层TiN/TiCN/Al CVD涂层2O3./锡。由于其良好的边缘强度,TiC/TiCN陶瓷也可以使用。加工速度可达到300至600 sfm的粗加工和250至625 sfm的精加工。
使用不同的涂层,每颗牙齿的进给速度可以从0.005到0.008英寸。未涂层的硬质合金等级也可以成功地使用-那些具有良好的边缘和冲击强度。然而,所需的较慢的加工速度在今天是不切实际的。
值得注意的是,硬度更高的工具钢——超过45rc的工具钢——今天也在使用,所有这些都是为了产生更好的表面光洁度,并消除任何抛光操作。一个好的起点是尝试那些在P20钢上工作的切削刀具刀片,并试验进给量和速度。
铁素体和马氏体不锈钢
这些钢材包括400系列不锈钢的全系列。通常,这些不锈钢的硬度范围从50到56 Rc。这里需要一个良好的重型硬质合金衬底。带有TiC/TiCN/TiN或TiN/TiCN/Al CVD涂层的insert2O3./我表现得很好。此外,TiN的PVD涂层以及Ti/ ticn涂层的陶瓷也是有效的。和往常一样,这一切都归结于速度。使用CVD涂层,您可以运行得更快,当然陶瓷是最快的-具有360到650 sfm的粗加工和400到850 sfm的精加工。每颗牙齿的进给量相当稳定,每颗牙齿的进给量在0.004到0.012英寸之间。
高温合金
bet188娱乐城模具制造商继续试验更硬的镍和钴基模具材料,以增加模具寿命。这些材料的一个缺点是不易加工。它们非常硬,有时超过57 Rc。通常情况下,无涂层硬质合金是唯一可用的选择。然而,如今,由于具有更高的硬度和氧化稳定性,具有高铝含量的新型AlTiN涂层非常有效。该涂层采用独特的溅射离子工艺,可沉积致密而均匀的涂层。涂层起到绝缘体的作用,将产生的热量传递给芯片,而不是插入物。粗加工速度范围为80至115秒/分,精加工速度为90秒/分。每颗牙齿的进给量从0.004到0.012英寸不等。金刚石涂层仍处于发展阶段,但最终将成为一种选择,使加工这些高温硬合金材料更加可行(见图7).
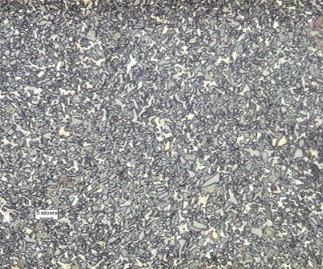
图7:AITiN pvd涂层硬质合金显微照片,具有优异的耐磨性和韧性。它是加工钛和钛合金的理想选择,并以较高的速度进行粗加工和精加工,其中零件尺寸和表面光洁度至关重要。
结论
随着模bet188娱乐城具制造商继续利用不同的模具材料来优化成型过程的效率,这些材料的可加工性和金属切削过程的经济性将继续是一个动态的。刀具刀片制造商将继续开发新的牌号、涂层和顶级形状几何,以改善这些刀具的磨损和刀具寿命,这已经在新的微颗粒硬质合金牌号(<0.4fm)中得到了证实,其中PVD TiAlN涂层专门用于加工预硬化超过54 Rc的钢材。此外,为了提高经济效益和满足日益扩大的生态要求,干式切削加工也有发展趋势。涂层将在改善热能管理、润滑、低摩擦系数和干切削应用所需的切屑排出方面发挥至关重要的作用。例如,ZrO2涂层具有较高的断裂韧性和较低的摩擦系数,在干式加工中非常有效。
在大多数情况下,永远不会有一种适合所有人的刀具插入解决方案。关于不同的机器、不同的冷却剂、速度和进给量以及加工环境,有太多的变量。这篇文章试图展示的,在这里尽可能简短的上下文,是各种模具材料的insert选择的基本起点。bet188娱乐城最终的选择留给了你,希望你现在有了更好的知识。
相关内容
最大限度的硬铣削平衡加工工艺因素
硬钢高速铣削的成功应用需要了解影响整个加工过程的许多因素。
冒险一试:钻与磨
战略操作规划和刀具系统优化可以使猛割粗加工成为高产、稳定的大批量材料去除选择。
带负库存关闭的模具加bet188娱乐城工
负库存关闭可以帮助您在更短的时间内制作更好的模具。bet188娱乐城这里有一个清晰的定义和过程描述。虽然概念相当简单,但实现起来可能很有挑战性。





