

分享

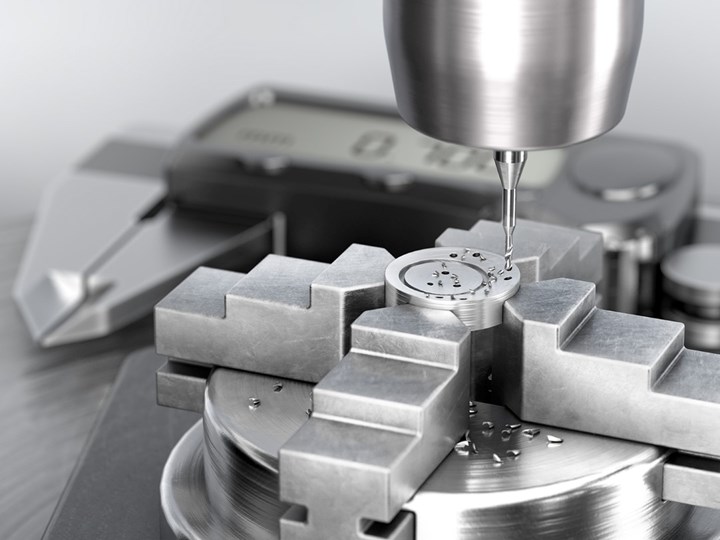
Everstampi寻求一个新的micro-drilling解决钻精密孔难加工模具钢材。bet188娱乐城这里显示的微钻支持各ISO材料加工,可在广泛的切割工具和长度。图片来源(包括景观形象):山特维克可乐满
“快速失败,常常失败”的概念有其批评者和支持者。虽然失败可以是一个重要的转折点在产品的设计中,没有制造商希望它发生。所以,当模具制造者bet188娱乐城Everstampi正在寻找一个新的微钻探工具,它明白失败是可以预料到的。然而,意外,实心圆工具(SRT)微演习山特维克可乐满无论是速度还是经常失败。相反,该公司经历了一个破损的工具。
奠定了基础
在塑料行业工作了30多年,Everstampi设计,制造和测试为中小型塑料模具细节为各种行业。bet188娱乐城支持行业包括化妆品、食品和饮料、家庭清洁物品和药品,Everstampi指导客户通过模具和死亡过程的每一步——从数学模型的演示,图纸和原型,到模具设计、制造和调试。bet188娱乐城



Everstampi认为自动化的未来模具制造和最近多次技术投资。bet188娱乐城公司与领先的CAD / CAM提供商合作伙伴,如欧特克和TopSolid,取得了一项重大投资机技术,包括四个铣床,四个转向机、四个电火花机和一个钻孔机。

Everstampi是大批量注塑模具的领先制造商与一些在市场上最短的生产周期。bet188娱乐城所以选择投资工具从山特维克可乐满micro-drilling解决方案。图片来源:Everstampi
在刀具Everstampi还投入巨资。其车间包括四个铣床,包括微米HPM 1350 u生产成型块和四个车床和加工中心bet188娱乐城哈挺探索系列8/51超精密车削中心致力于车削淬火钢。这些投资回报,Everstampi现在生产大批量注塑模具非常短的交货期。bet188娱乐城
下钻
Micro-drilling技术生产医疗设备部件,如模具和模具组件和手术工具、航空航天零部件和消费类电子产bet188娱乐城品。然而,不仅仅是微观的大小,提出了一种加工的挑战。bet188娱乐城模具工程师也需要机器越来越更小的部分出了名的难加工材料,如不锈钢、陶瓷和钛。此外,交付高表面质量的同时保持刀具的生活并不容易——许多期望常常失败。
一个项目的公司寻求一个新的micro-drilling解决方案向难加工模具钢精确钻洞。bet188娱乐城Everstampi不得不钻孔模具组件由ISO H钢的硬度53-5bet188娱乐城4 Rc,产生的热量在切割和研磨的前沿。也不稀罕微演习展示刀具寿命短,特别是加工艰难的工件。
“坦白地说,我们的目标是完成工作而尽可能少的工具,“科伦坡Edoardo, Everstampi生产经理说。“我们意识到钻井许多小孔的复杂性等硬质材料,所以我们只会满意,如果我们打破了几个工具。”
所有这些使得设计、涂料的质量和类型钻机关键注意事项如果刀具不辜负人们的期望。需要有弹性的、可靠的解决方案这个钻井难题,山特维克可乐满Everstampi投资CoroDrill 862与通用几何刀具、整体硬质合金和聚晶金刚石(PCD)微钻适合精密钻孔,使孔直径从0.30毫米到3毫米。
CoroDrill 860新一年级与通用几何特性,创新槽设计,多层物理气相沉积(PVD)涂层钻头上。根据Edoardo,结果改进钻井能力各种材料和应用程序。此外,孔的刀具是专为应用程序质量是至关重要的,使它的理想选择Everstampi一般的工程需求。
“只有一个工具打破在这样密集的钻井不仅聪明,这是几乎不可能。”
”一个钻的创新素质是其最先进的几何、双边缘增加稳定性,提高核心力量和钢筋的角落里,所有这些都有助于过程安全和完成孔质量。此外,笛子是高度抛光,这有助于提高芯片疏散,降低热量积聚在钻井过程中,“Edoardo仍在继续。
CoroDrill 862支持所有ISO材料加工,可用在各种切削工具和长度。简单地说,这个钻可以真正影响到成品的质量。但是刀具会持续下去吗?回答这个问题的主要考虑因素是工件的切割速度和材料的硬度。
Everstampi投资了一个整体硬质合金和多晶(PCD)微钻适合精密钻孔,使孔直径从0.30毫米到3毫米。图片来源:山特维克可乐满
选择工具
在选择刀具,山特维克可乐满建议首先评估所需的孔类型和精度,因为每个这些因素影响刀具的选择。然后,当孔进行分析,考虑工件材料、组件的形状和数量。该公司建议问这三个问题:
- 材料有很好的chip-breaking品质吗?
- 有什么可加工性和工件材料硬度特性?
- 它包含合金元素吗?
接下来,考虑机器本身,包括它的稳定性和操作的类型。最后,商店应该问哪种类型的夹持装置使用,安全地夹工具的能力和准确的影响生产力一样品位和几何学。
“基于类似标准,Everstampi选择CoroDrill 862年五个不同的刀具直径(0.5毫米和0.9毫米之间)因为每个有增加径向深度减少,这意味着更深的插槽可以切入工件。五项选择可以在这种情况下,每个钻孔深度高达9倍直径(xD),”Edoardo说。
Everstampi选择工具没有冷却液供给,通常援助芯片去除。然而,它觉得这是不必要的,微钻有正确的直径和深度来执行应用程序。这个请求后,山特维克可乐满建议商店忙派克开采加工更有效。
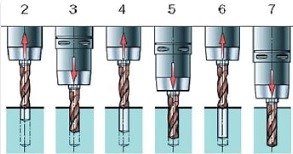
派克钻井过程与芯片疏散行动帮助并支持刀具精度。图片来源:山特维克可乐满
“派克钻探可能会钻经过工件的中途,”法比奥·卡彭,坚实的山特维克可乐满圆的工具专家,解释道。“理想情况下,您需要深入不超过一次或两次钻的直径,然后收回它的表面。重复这个动作,直到完成。当没有使用的内部冷却剂,如在Everstampi的案例中,我们建议这个钻井方法,艾滋病芯片疏散过程,支持刀具精度和防止芯片破损。”
小项目收益巨大的成功
Everstampi人大感意外的是,工具破损并不是一个问题。相反,它经历了一个碎钻加工后大约1.5米每钻一个洞。“这并不是说我们没有信任的产品。但实际上,这是非常不可行的微钻加工这样的硬质材料成功地这样做,没有明显的破损,”Edoardo说。“只有一个工具打破在这样密集的钻井不仅聪明,这是几乎不可能。”
相关内容
三种方法可以准确地机硬模具材料bet188娱乐城
三个刀具设计考虑提高深孔钻探模具时过程的可靠性和成本效率。bet188娱乐城
混合动力铣/钻床可以减少总模具加工时间bet188娱乐城
MSI模bet188娱乐城具工程师现在广场、演习和水龙头螺丝孔50%的工具在一个设置使用五轴铣削/钻井中心与普遍的主轴。
如何克服模具加工深孔钻探的障碍bet188娱乐城
跟上最新的工具创新克服holemaking,完成挑战。





