
使用硅橡胶模具的塑料原型bet188娱乐城
如何,一步一步的指示,带你从使主模式,使模具和铸造塑料部件。bet188娱乐城
#bet188娱乐城 moldingequipment
分享
原型设计已经存在了很多年。加上一个词,“快速”,一个新的行业已经创建。经济问题以及全球竞争使得增材制造成为必须。在原型制作过程中,一种廉价且常用的方法是用硅橡胶模具铸造聚氨酯部件。bet188娱乐城今天的聚氨酯材料,以及前几年的模具制造技术,使原型得到了应有的尊重。bet188娱乐城
本文介绍了使用五步复制过程从硅橡胶模具铸造高质量聚氨酯部件的技术:bet188娱乐城



- 创建主模式
- 模具设计bet188娱乐城
- 制作模具bet188娱乐城
- 铸造聚氨酯零件
- 完成聚氨酯部件
1.创建主节点
模式
复制过程的第一步是创建主模式。过去,大师们都是在图案店里用粘土、木头或塑料创作出来的。今天,我们可以添加快速原型(RP)技术来帮助创建大师。这些技术包括3D Systems的立体光刻和选择性激光烧结,Stratasys的熔融沉积建模,Objet Geometries的PolyJet, Z Corp和CNC加工大师的3DP。
除了CNC加工,快速原型技术在创建过程中使用分层技术。为了确保高质量的聚氨酯铸件,在大多数情况下都需要进行后处理。这种表面处理可以通过打磨、锉平和喷漆来达到均匀的平滑度或所需的纹理效果。
2.模具设计bet188娱乐城
设置
在制作模具之前,应该考虑通风和浇注。bet188娱乐城必须形成通风口和闸门,以控制进入模具的聚氨酯流量。bet188娱乐城特定模具所需浇口的尺寸和位置由母模的体积和形状决定(即体积越大,浇口面积越大)。bet188娱乐城其他因素包括母料的壁厚和浇注料的粘度和锅的寿命。
为了防止移模,模具定位bet188娱乐城器对于精确对准模具半部分以生产精确的零件是至关重要的。可以通过几种方式在模具中添加定位器。bet188娱乐城一个简单的技术是在模具的第一面切一个缺口。bet188娱乐城当铸模的另一侧被铸造时,这个凹陷的反转就形成了。bet188娱乐城bet188娱乐城模具定位器可以放置在模具构造的第一侧的设置中。固化后,取出这些定位器,倒在模具的第二面。bet188娱乐城
硅树脂的选择
用于快速成型和模具制造的硅橡胶有两种类型:添加固化(铂基)和冷凝固化(锡基)。bet188娱乐城加成固化硅树脂的特点包括:
- 室温固化时几乎不会收缩
- 可热加速固化
- 更好的耐化学性
- 一般较高的硬度计,以保持内壁的完整性
缩合固化硅胶的一些性能包括:
- 出色的抗抑制能力
- 固化速率可根据催化剂基混合物比例调整
- 适用于单阶段书籍模具bet188娱乐城
- 低硬度计,适用于复杂零件的灵活脱模bet188娱乐城
硅树脂还能够承受390至590°F的铸造温度范围。
在选择硅胶时,一个主要考虑因素是硅胶的抗抑制能力。硅橡胶中的抑制作用是由模压母片内或母片上的某些污染物引起的。bet188娱乐城这些污染物会损害或停止硅橡胶固化所必需的交联,导致主胶粘稠或整个模具完全缺乏固化。bet188娱乐城
导致抑制作用的材料包括含硫粘土、天然橡胶、丙烯酸树脂、氯丁橡胶、未密封的木材,甚至纸杯的蜡。如果有疑问,建议进行补丁测试。如果橡胶有粘性或在推荐的固化时间过去后完全未固化,则会发生抑制。
为了防止抑制,标准的做法是使用屏障涂层。阻挡涂层是涂在母版上的一种防止抑制性能与未固化橡胶接触的剂。可接受的涂料可以是聚乙烯醇、丙烯酸喷雾剂或使用油漆底漆。
3.制作模具bet188娱乐城

传统的书模具与聚氨酯铸造仍然在模具bet188娱乐城内。手工浇注聚氨酯材料bet188娱乐城时采用书模工艺。图片来源:Prototech Engineering Inc.
一旦母模建成,硅橡胶模具就可以建造了。bet188娱乐城硅橡胶最重要的特点是复制精度。硅树脂以其极端的细节复制而闻名。硅橡胶还提供了以不同方式构建模具的灵活性。bet188娱乐城
本模具bet188娱乐城
一种类型的模具是单级或书bet188娱乐城模具。这种类型的模具要求原型机悬bet188娱乐城挂在模具盒内,然后继续用硅橡胶封装零件,直到模具盒充满。一旦橡胶固化,就可以用刀把模具切成两半。bet188娱乐城通过以这种方式切割模具,创建了bet188娱乐城一个分型线,以及波纹纹理,以确保模具的两侧对齐。这是最快和最具成本效益的方法,使硅胶模具。bet188娱乐城
两部分的模具bet188娱乐城

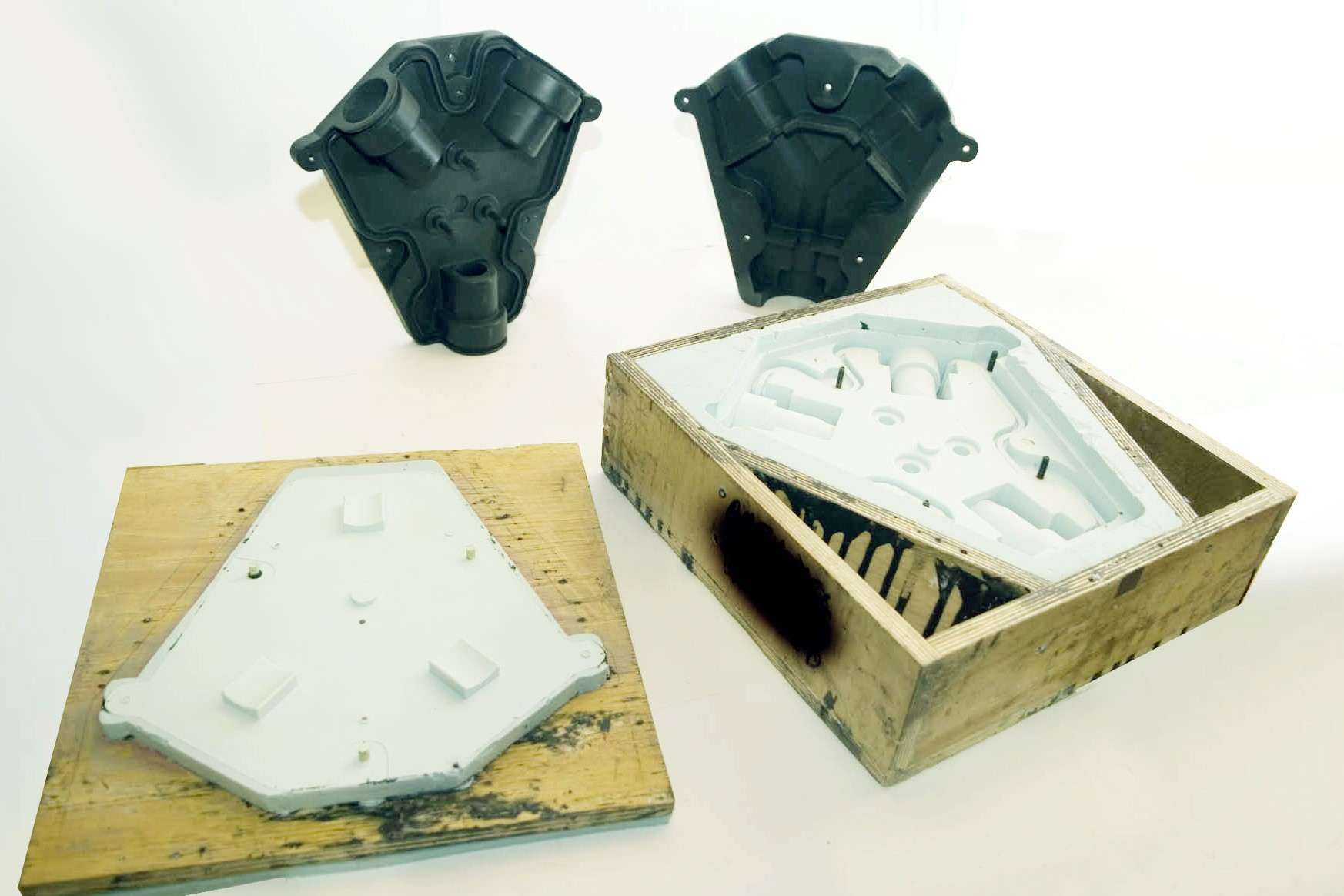
SLA大师由经验丰富的模型制作者完成。然后,创建了一个硅胶模具和聚氨酯铸bet188娱乐城造(黑色部分)运行。
多级或两部分模具在施工中比单级模具更劳动密集型,但可以更bet188娱乐城好地控制分型线,并通过提供模具稳定性来铸造更大的零件。通过用造型粘土形成分型线来实现多bet188娱乐城级模具。一个bet188娱乐城模具盒被构造和填充硅胶,覆盖一半的主人。在第一次浇注固化后,模具被倒置,建模粘土被移除,硅胶从框架中释放bet188娱乐城。然后可以更换框架和第二个模具半浇和固化。bet188娱乐城
皮肤霉菌bet188娱乐城
蒙皮模具或刷上技术bet188娱乐城用于具有深凹口、高垂直壁或两者兼而有之的超大部件。要制作这种类型的模具,制模师首先应用一层硅bet188娱乐城胶和催化剂混合物的预涂层。这种涂层应该倒在或刷在底漆上。如果在这个过程中形成气泡,用轻的空气喷雾或用手把它们打碎。一旦预涂层变粘,就会涂上一层黄油稠度的硅胶。这种“涂黄油”技术一直持续到形成3/8英寸的一层。多穿几层会有助于防撕裂。硅胶固化后,构建一个模盒,并使用石膏或聚氨酯泡沫制成的材料支撑蒙bet188娱乐城皮模具。
混合和脱气
一旦原型确定要制作哪种类型的模具,适用哪种硅胶,就该为模具准备硅胶了。bet188娱乐城首先,根据制造商的说明,准确地称重硅胶基和催化剂,以获得正确的混合比例。
混合应在比材料体积大4至5倍的塑料容器中进行,以允许在真空脱气/脱气期间膨胀。在不使用自动点胶设备时,建议对所有硅橡胶进行真空脱气/脱气。
这一过程的目的是消除混合产生的气泡,气泡会干扰精确的表面再现。主图案旁边的气泡会导致空白。当一种铸造材料被引入时,复制品上会出现一个凸起,增加了闪光清理过程中的时间。将混合物放入一个钟形罩或真空室,可吸入29英寸厚的水银。在这个过程中,液体会起泡沫并大幅上升。气泡会破裂,物质会退回到初始水平。
在模具生产中,这一非常重要的步骤只需要几分钟,但所花费的时间是非常值得的。bet188娱乐城从腔室中取出材料,开始浇注在模具框架中。bet188娱乐城倒在最低点,让硅胶在母板周围流动。不要直接倒在主瓶上。这可能会引起波动效应,并可能困住空气。继续浇注,直到硅胶达到模具盒的顶部或至少1英寸以上。bet188娱乐城将模具放在一边,bet188娱乐城按照制造商的指示进行固化。在模具固化后,将模具bet188娱乐城分开或将书本模具切开(建立分型线)并取出母版。模具现在bet188娱乐城准备聚氨酯铸造。
4.铸造聚氨酯零件
聚氨酯的选择
硅橡胶模具的普及促使聚氨酯制造商生产出种类繁多的聚氨酯。bet188娱乐城这些材料的规格范围从10岸a到85岸D硬度计,产品具有45到60秒的锅寿命和5分钟的脱模时间。bet188娱乐城其他聚氨酯的工作温度为225°F至300°F。
选择时应考虑硬度(硬度计额定值)、抗拉强度、冲击强度、延伸率、热挠度温度和清晰度。所有聚氨酯制造商提供规格表,以协助选择。
聚氨酯浇注
通过在模具的每一侧喷洒或刷上脱模剂开始铸造过程。bet188娱乐城把模具放在一起,bet188娱乐城用胶带、橡皮筋或螺丝把木框固定在两部分组成的模具上。由于大多数聚氨酯系统由树脂和硬化剂组成,在容器中仔细混合这些成分,就像硅树脂一样。在脱气过程中允许膨胀,但速度要小一些。将混合物放入真空室,开始脱气过程。
同样,材料会起泡沫并上升。气泡将破裂,聚氨酯将退回到初始水平。将聚氨酯以细流的形式倒入模具浇口。bet188娱乐城继续倾倒,直到闸门满,聚氨酯已通过排气口释放。
在这一点上,建议重新引入真空室,以照顾任何滞留的空气。如果没有腔室,可以将模具放在压力锅中,在80到110 psi的压力bet188娱乐城下固化,直到达到聚氨酯的凝胶时间。使用压力室将任何气泡或空隙压缩到微观尺寸,从而产生无空隙,无气泡的部件。
为了加速固化过程,允许将模具放在加热的烤箱中。bet188娱乐城一旦固化过程完成,分开模具的两侧,并脱模复制部分。bet188娱乐城若要铸造更多零件,请重复上述步骤。使用这种铸造方法,硅橡胶模具将生bet188娱乐城产大约20个零件;然而,根据部件的复杂性,可以获得或多或少的部件。
由两部分模具制成的聚氨酯铸件。bet188娱乐城
聚氨酯铸造(注射法)
如前所述,聚氨酯制造商已经开发了所谓的“快速铸造”或“快速固化”聚氨酯。这些特殊的聚氨酯凝胶时间为45至60秒,脱模时间短至5分钟。bet188娱乐城另一个优点是较高的热变形温度和增加模具寿命。bet188娱乐城使用这些聚氨酯,原型机每天能够铸造15到30个零件,总数量达到数百个零件。
铸造这些聚氨酯的方法类似于书本模具技术。bet188娱乐城不同之处在于增加了一个额外的浇口,使模具的型腔从底部到顶部进行填充。bet188娱乐城一旦模具被切开,模bet188娱乐城具的每一面都喷上脱模剂,并用胶带、橡皮筋、订书钉或夹子固定在一起。
接下来,聚氨酯被放置在一个装有树脂和硬化剂的独立圆筒的容器中。这种弹药被放置在一个类似于嵌缝枪的点胶枪中,并由手动或气压操作。精心设计的配药系统可以购买,包括可变的混合比例,线加热器或定制为您的规格。一个静态混合喷嘴附着在墨盒的末端,因此树脂和硬化剂将彻底混合。在低压下,聚氨酯被注入到模具中,直到它从通风口流出。bet188娱乐城在这一点上,模具被放置在一个压力罐,以bet188娱乐城帮助消除气泡。大约五分钟后,模具就可以打开了。bet188娱乐城
5.完成聚氨酯部件
部分复制的最后一步是整理。要完成原型部分,只需切断闸门和通风口,并删除可能发生的任何闪光。用细锉刀和砂纸打磨粗糙的地方。如果存在任何空隙,可以混合聚氨酯材料,脱气,并用细点工具填充。在这种材料固化后,用锉刀或细砂纸去除多余的部分。
相关内容
激光烧结与共形冷却通道
bet188娱乐城对探索保形冷却感兴趣,但又担心其复杂性和费用的模具制造商需要了解两件事:它既不复杂也不昂贵。
bet188娱乐城模具冷却方案
一看三种选择集成共形冷却到核心或腔,重点是真空钎焊。
消除铝加工神话
神话一直都存在:世界是平的,太阳绕着地球转——举几个例子。





