

分享

图1。在模具表面建立一致间隔的冷却回路是保形冷却成功的关键。bet188娱乐城图片由制造业.
增材模具是指使用3D打印(例如直接金属激光烧结或DMLS)用金属(特别是工具钢)生产模具镶件,用于生产大批量101级模具。bet188娱乐城增材模具还包括子镶件,这些子镶件将进入更大的模具或模具底座、滑块、提升器、浇口镶件,并最终完成形成塑料的模具板腔。bet188娱乐城增材模具将高容量、耐用的101类模具与用于原型的简单3d打印树脂工具区分开来。
增材模具设计的核心是逆向思考模具结构。bet188娱乐城例如,许多常见的CAD建模功能都是围绕铣削和钻孔设计的,因此传统的模具构建从钢坯开始,从钢坯中切割所需的材料以达到净形状。bet188娱乐城当你反过来思考时,你实际上是在添加材料来制造从模具生产零件所需的模具形状。bet188娱乐城



这种思维的转变将改变商店如何设计模具、路线冷却电路、提供间隙和精加工机器bet188娱乐城
制冷设计要有创意
保形冷却在模具制造中很普遍。bet188娱乐城保形冷却的主要驱动因素是冷却电路跟随塑料成型腔表面轮廓的能力,从而产生一致的冷却。bet188娱乐城另一个驱动因素是将水注入到常规铣铣和钻井无法允许的地方。然而,当涉及到创建复杂的轮廓、避免死点和促进湍流时,这两种好处都需要创造力。
保形冷却也仍然是增材制造在模具制造中的首要应用-保形冷却3d打印模具镶件或增材模具。bet188娱乐城许多模具建bet188娱乐城造者已经采用增材模具来区分他们的模具性能与竞争对手,但许多设计师坚持减法思维,因此尽管消除了交叉钻孔水线插头,冷却电路仍然看起来非常传统。这就是增材加工的亮点所在,因为它可以实现无限的设计约束。然而,保形冷却是创造性和常规的微妙平衡。传统的模具设计标准对于保持bet188娱乐城设计纪律以创建高效的冷却电路仍然很重要。
例如,为了保持整个模具表面的一致冷却,保持冷却回路的一致间隔。bet188娱乐城重要的是要注意,模具中可能存在冷点,就像热点一样,会对成型性能产生负面影响。bet188娱乐城一致性是关键(参见图1)。
当工作时,事情开始变得有趣电路配置文件因为有许多选择可以促进更大的表面积和湍流流动。一些剖面有内部凹槽,以最大限度地扩大表面积,而另一些有螺旋坡道,以促进湍流流动。
大多数设计都没有考虑到构建过程,并创建了需要支撑的功能,这可能会限制冷却回路的流动,或者在集中应力可能导致开裂的地方产生尖角。椭圆或细长的冷却回路是最大限度地提高流量、实现最佳热传递和在最需要冷却的窄钢段之间挤压的最佳选择(图2)。

图2。细长的电路最大限度地扩大表面积,同时在添加过程中易于建造。
一个有争议的冷却电路设计是把电路分成几个较小的通道并从模具中输入更大的电路。bet188娱乐城例如,减少模具中电路数量的一个好方法是使用一个大的入口(¼英寸或3 / 8 -英寸NPT水线),将其断开成多个水线,然后在出口重新bet188娱乐城连接。
然而,采用这种设计,电路可能会被阻塞,直到铸模机生产坏零件时才被发现。bet188娱乐城当您使用单个电路时,您可以轻松监控流量的输入和输出,并快速识别任何问题。
使用多行时的另一个注意事项是DMLS粉末在建立后进入线。多条线使得很难确定是否所有粉末在热处理前都被排出。如果粉末卡在电路中,商店必须报废插入物。您可以通过将分割部分限制在整个电路长度的三分之一以下来降低内部水线分割的风险。这一经验法则有助于保持更大的流量,然后仅在所需的关键位置分割电路,使粉末能够在没有堵塞风险的情况下排出。
一旦你有了最佳的电路设计,进行冷却模拟研究确认有效性,然后运行有限元分析确认插入件的完整性和足够的钢注入压力条件。采用这种方法进行电路设计,可以在构建插入件之前确定最合适的模具设计解决方案。bet188娱乐城
最大化间隙以最小化加工
使用加法思维有助于确定形成零件形状细节所需的材料,同时消除其余插入部分的材料,降低成本并避免二次加工。然而,虽然大多数3D打印工艺可以产生足够的冷却通道的表面特性,但它们不能产生必要的表面光洁度或公差来消除精密加工。为了克服这一限制,在CAD模型中添加加工库存,并建立零件的超大尺寸,以加工零件的精度公差。
bet188娱乐城模具制造商通常在两块钢之间增加间隙,以减少磨损,改善排气,减少热传递或帮助模内组装和拆卸。通过3D打印复杂间隙,而不是传统的铣削或钻孔,您可以实现这些好处。
例如,模具底座上的芯件或腔件在配合表面上减轻了约60%。bet188娱乐城添加刀片,然后完成其余40%的配合表面的加工,将减少加工时间和刀具磨损(图3)。
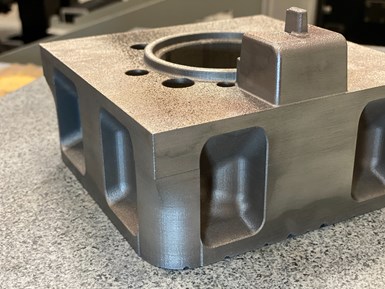
图3。增材模具镶件设计有bet188娱乐城浮雕,最大限度地减少精加工和模具组装。
将加工料添加到零件形状中只需要精加工或对腔体表面进行电火花加工,从而消除了粗加工、应力消除、电火花孔钻和电极粗加工。与传统的钢坯加工相比,这种方法可以减少50%的电极加工和燃烧时间。
阅读:从混合增材制造到ISO 9001:这里是2022年的十大提示
用软件简化增材加工工作流程
软件在简化或自动化模具设计和制造中起着重要作用。bet188娱乐城增材加工也没有什么不同,因为有大量的时间用于将冷却电路设计到不可能冷却的区域。如今,用于增材制造的软件工具,如Netfabb和nTop,提供了专用的保形冷却设计功能,简化了设计过程,减少了电路设计时间。这种简化的流程使设计更快地进行模拟,在3D打印插入件之前确认有效性。
今天的附加软件通过检查构建可打印性、自动化支撑结构和模拟构建以识别潜在的应力或扭曲区域并根据需要进行优化,为成功构建附加工具提供了信心。
相关内容
全球快速加工方法
在短期内,间接RT方法将继续蓬勃发展,因为这些方法是最发达的。然而,从长远来看,公司将倾向于直接使用工具的方法。
直接金属激光烧结共形冷却的成功
菲利普斯塑料的特色项目。DMLS共形冷却工具刀片的设计包含了用于快速均匀冷却工件内单个空腔的通道,这是传统模具技术无法实现的。bet188娱乐城期望缩短周期时间和更高质量的零件。
砂型铸造快速工装
复杂核心系统的设计与验证。



