

分享
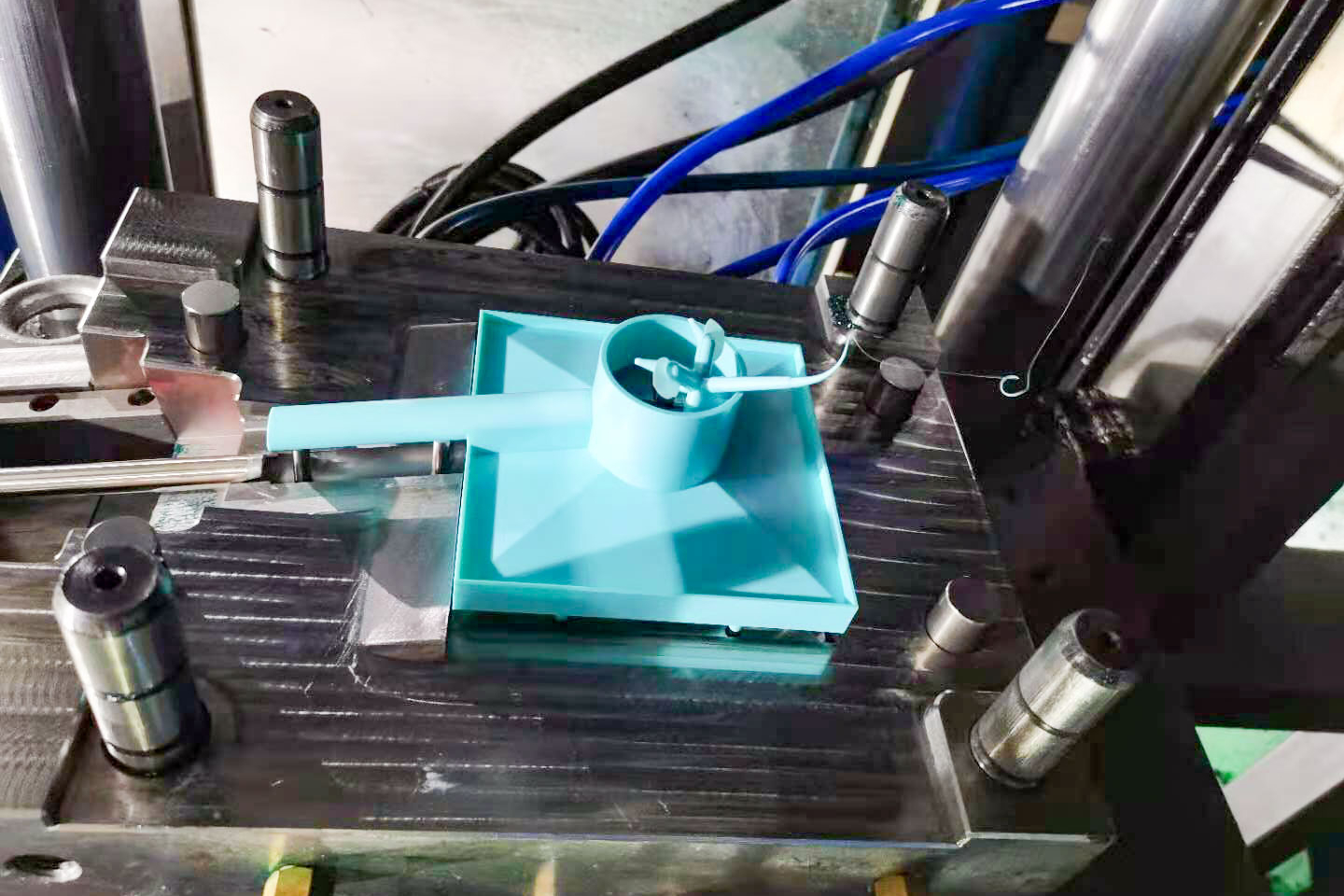
即插即用3 d打印的镶件安装在注射模具。bet188娱乐城图片来源,所有图片:Instaversal
3 d打印时保形冷却通道,有两个主要的传统粉末金属材料选择:马氏体时效钢(良好的抗裂性,但可怜的热属性)和H-13 / H-11(好热性能但容易开裂)。然而,今天,另一个选项提供了易于构建从马氏体时效钢的热性能H-13——修改,高导热系数(HTC)粉,提供抗裂性,优良的导热性能和良好的机械性能。
化学是关键
你想要的最后一件事就是要确定金属粉末将如何行动。因此,开发这个修改宏达金属粉末的目的是反映H-13尽可能考虑材料模具工程师是最熟悉的,提供可重复性,好结构在构建阶段和回火所需的硬度。bet188娱乐城



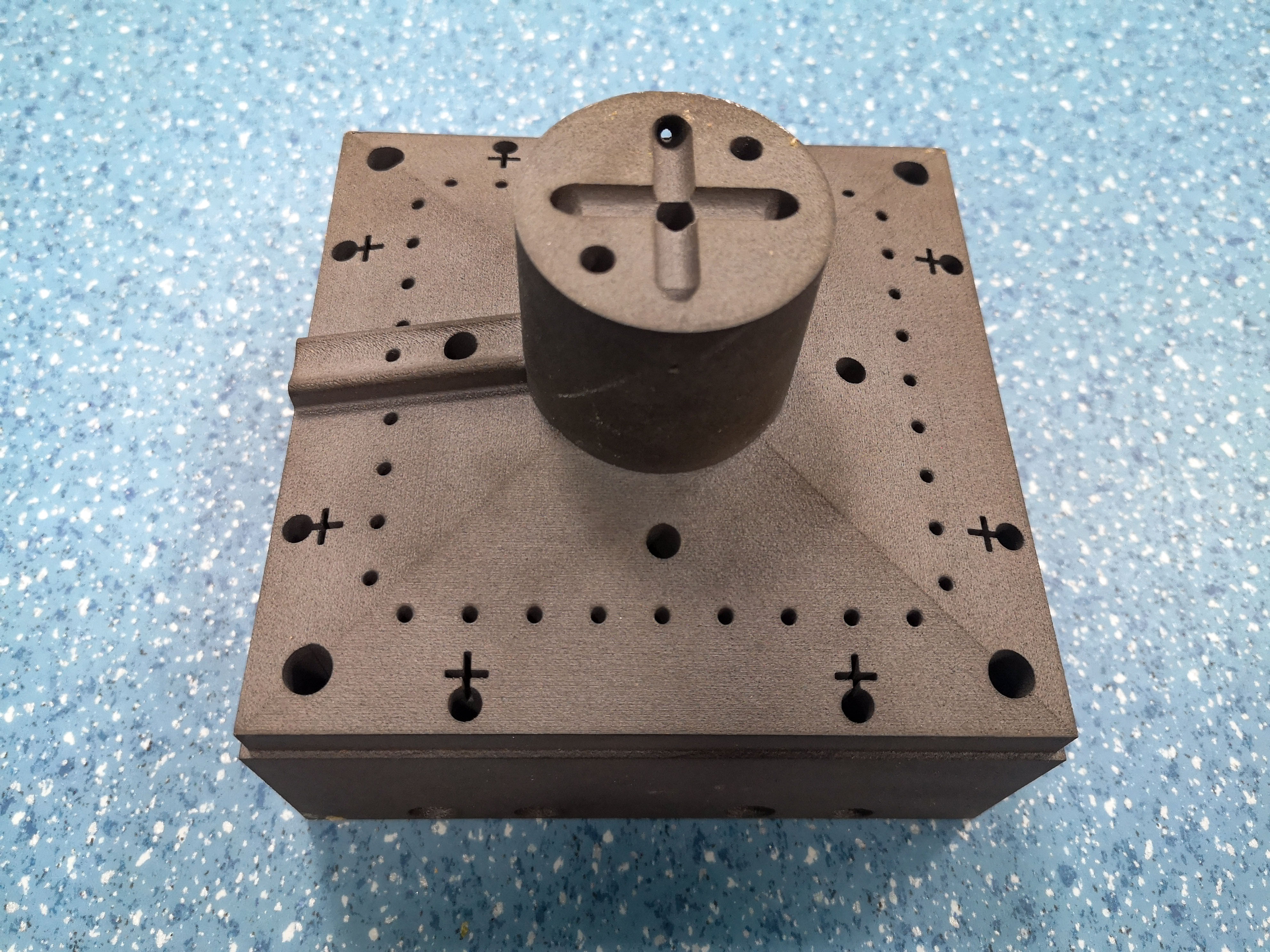
像印制的3 d打印模具插入。bet188娱乐城
这里有几个因素需要考虑当评估金属粉末形冷却模具:bet188娱乐城
- 热导率。钢中的合金元素确定材料的热导率,这是将热量从低温区域的高温区域。合金元素的行为作为一个导体或绝缘体。因此,硅含量提高热导率的降低修改HTC粉。然后,消除开裂或形式的建筑,这是给定一个硬度48罗克韦尔碳含量较低(0.23%)。
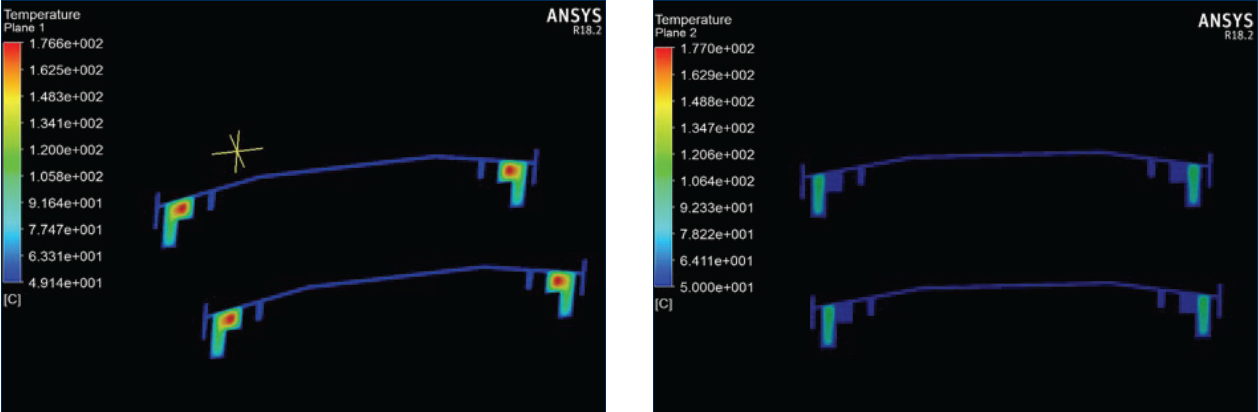
在导热系数优化后(左)和优化(右)。
- 流量。这个粉的发展还包括提高其流量特性,因为如果一个粉不正常流动,空间和密度问题发生。HTC粉的相对密度使用金属密度3 d打印系统是99.96%,这是非常接近锻钢,导致粉末流动很快,打印。
- 热处理。喷丸、喷丸或喷砂后降低高峰和低谷的构建阶段。然后脾气和删除的部分。
- 韧性。冲击韧性是抄送相关内容在材料和钢矩阵。HTC粉显示100焦耳每平方厘米。
其他力学性能,抗拉强度、2%的耐力,断面收缩率伸长——都是相似或优于锻造H-13材料。
软件策略
从粉末到印刷部分包括采购材料,设计部分后处理,然后整合conformal-cooled插入模具。bet188娱乐城然而,一个最重要的局限性与印刷冷却通道和功能,不需要关键悬垂和支撑材料是倾斜角度可以导致开裂或失败的特性。关键是打印功能,提供相关材料的热效益冷却部分,主要原因是模具工程师使用加法制造(我)。bet188娱乐城所以,粉的选择是至关重要的。
使用一个动态概要引导工具集可以帮助模具工程师实现3 d打印修改宏达金属粉末在两个方面:bet188娱乐城
- 冷却通道的设计。调整冷却通道的正常X和Y平面根据打印机,确保印刷适性材料和设计。
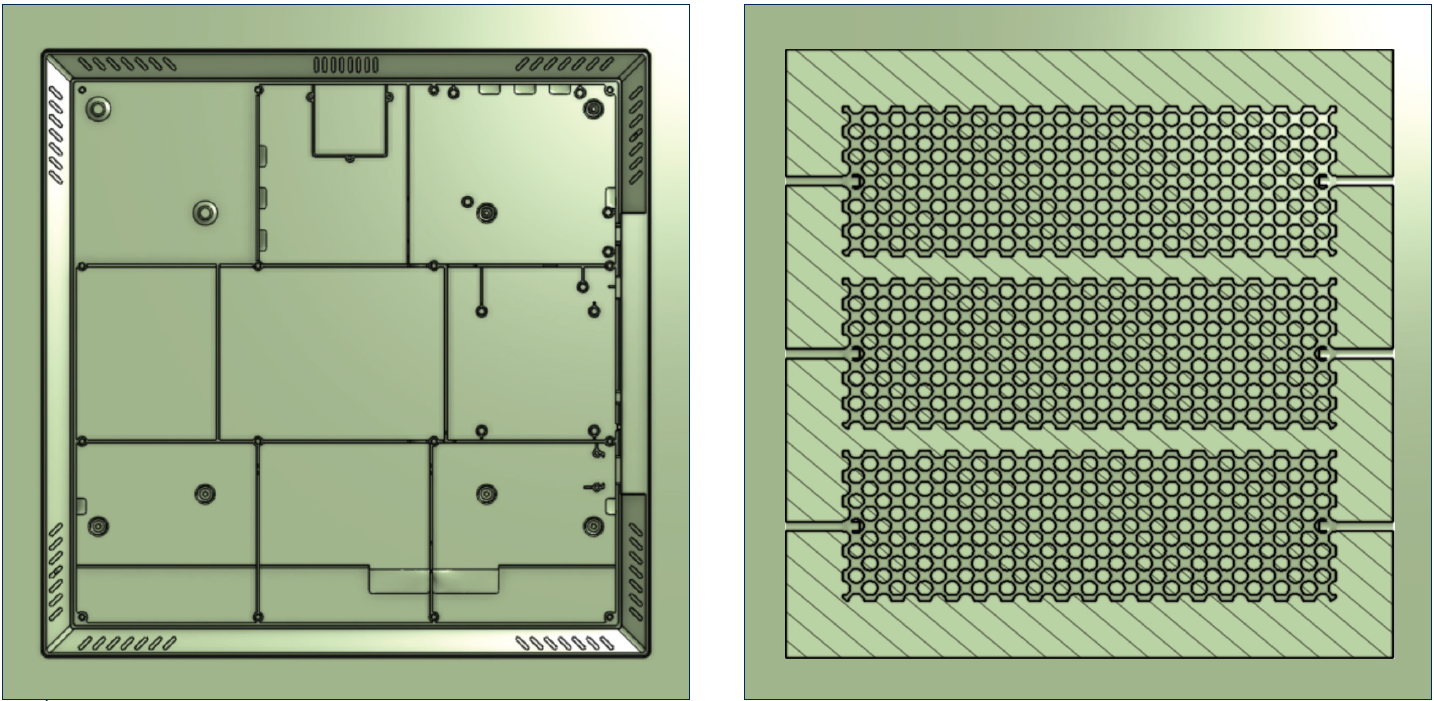
印刷冷却通道面积最大化的晶格,底部的模具(左)和顶部视图与自动生成可打印晶格结构(右)。bet188娱乐城
- 构建3 d部分的冷却通道。当前工具集自动引导或者高速公路,但直到现在,没有考虑可行性,因为它涉及到印刷。您现在可以利用一种HTC材料来获得更好的冷却直接进入你的设计,然后实现它打印没有错误。
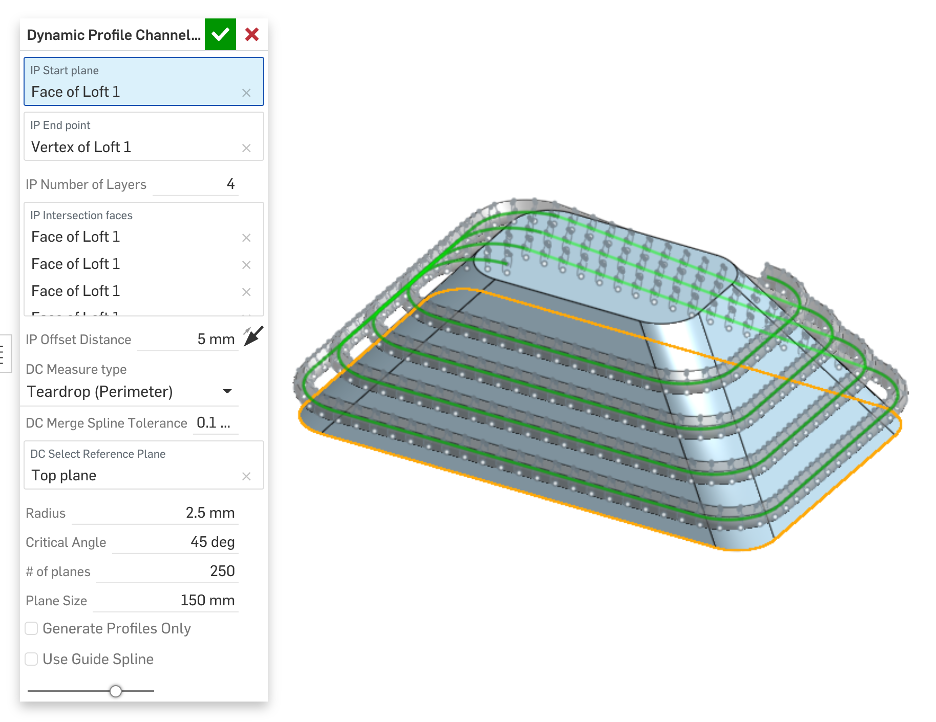
动态保形冷却通道配置文件。
动态配置文件将有助于嵌入式散热器和冷却通道。与持平或略有弯曲的部分,例如,传统的还是方法不足当商店需要给大表面积冷却通道。动态配置文件将使商店创建遵循整个表面的冷却通道的部分的概要抵消对特定的表面,然后直接集成到模具插入。bet188娱乐城
你想要的最后一件事就是要确定金属粉末将如何行动。
利用软件技术动态概要文件将可以帮助用户直接打印插入有100%的准确度与第一次没有打印失败的风险。此外,它有助于建立一个迭代设计过程,允许用户优化的冷却通道,然后打印,使用插入成型部分。bet188娱乐城
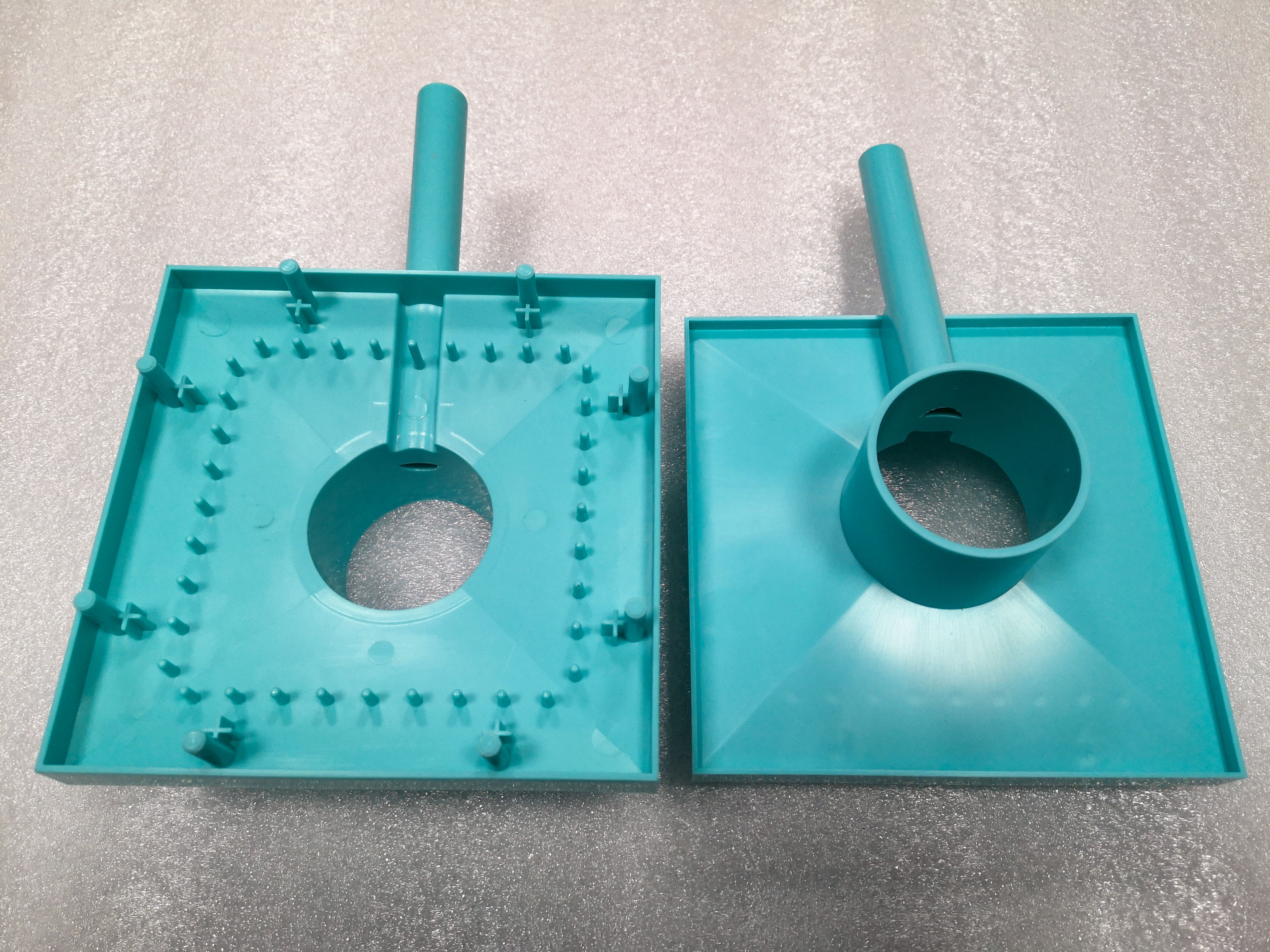
射出成型部分的3 dbet188娱乐城打印模具插入。
商店还可以使用先进的预测工程建模识别设计,将产生最好的结果与周期有关。例如,测试与修改宏达金属粉末显示减少从35到10秒冷却时间。
这涉及到使用模拟来确保目标打击甚至对于冷却和冷却时间,满足目标周期通过识别材料的聚合物,3 d打印模具插入和其他工具元素,流量和冷却线的路径。bet188娱乐城此外,模拟印刷前将避免浪费时间和资源在报废的工具可能无法带来预期的结果。
相关内容
bet188娱乐城模具Side-Actions:如何,为什么当他们工作
核心,幻灯片上理解注入的影响和相关组件选择最佳的side-action方法是至关重要的对于一个给定的应用程序。这第一次的两篇文章将讨论所有side-actions基本物理基础。
影响高性能电火花加工变量
今天虽然EDM速度令人印象深刻,有很多加工变量影响电火花的加工速度。
四个关键原型的使用
原型帮助评估和测试设计,明确生产成本,销售产品和安全的专利。





